True stories: Boring tools
Boring tools can do more than true holes — they can also help overcome r manufacturing obstacles.
Parts manufacturers perform boring to precisely enlarge and true a hole they have already drilled or cored. Sometimes boring prepares an ID for a subsequent operation, such as thread milling, slotting or grooving.
As in any metalcutting process for manufacturing precision parts, obstacles often arise and must be overcome to achieve customer specifications and profitability. The following case studies examine how several end users solved challenges by applying specific boring tools.
Down to Size
Doing the “little stuff” is Kayo Technologies’ forte, said Kevin Odom, owner of the Olive Branch, Miss., job shop. “I specialize in anything under 1 ” in diameter and 3 ” long.”
The jobs often come from other machine shops that are not able to produce those types of parts efficiently. Such was the case for a small bone screw ring made of Nitinol, a nickel-titanium shape-memory alloy that derives its name from its place of discovery: NIckel TItanium Naval Ordnance Laboratory.
“The company that was making them didn’t want to do them anymore,” Odom said. “They were doing them as a favor for the customer and weren’t making any money.”

Courtesy of Kayo Technologies
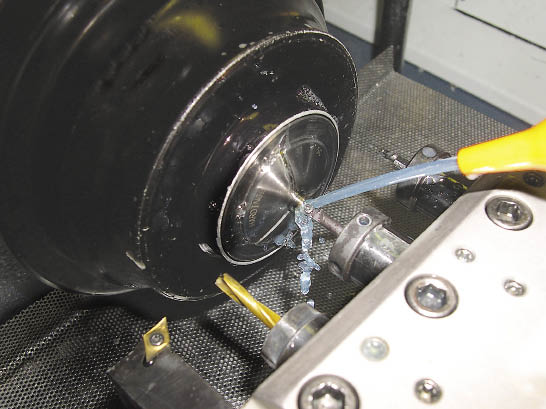
Kayo Technologies applies Trim SC200 semisynthetic coolant when boring Nitinol with a 0.170 “-dia. Mini-Bore Trigon indexable-insert boring tool from Thinbit to produce bone screw rings (top) for the medical industry.
According to Odom, the part is made of a Nitinol alloy containing 45 percent nickel, which provides flexibility and high strength. After Kayo Technologies drills, bores, internal and external grooves and deburrs the 0.021 “-thick part, which has a 0.275 ” OD and a 0.175 ” ID, its customer wire EDMs a slot in the ring so it collapses in a groove in the bone plate and locks the screw in place.
Size tolerance is 0.001 “, but that’s only half the battle. “Appearance is as critical as size,” he said. “It’s a medical application so the finish requirement is 16 rms.”
The alloying elements that make the workpiece material suitable for its end use also make it difficult to machine. Odom never machined Nitinol before, so he needed appropriate cutting tools to do the job. The boring tool was the final piece in the tooling puzzle. He initially tried solid-carbide boring bars but was only able to bore about 50 parts before replacing the tool or resharpening it, and part runs total about 2,000. “I could regrind the solid-carbide one but it’s hard to hold size,” Odom said.
Nonetheless, he knows his way around a manual grinder. “When working on this little stuff, it’s hard to buy tools that really fit right, so I end up modifying tools all the time,” Odom said.
He felt an inserted tool would do a better job and found that Thinbit/Kaiser Tool Co. Inc., Ft. Wayne, Ind., offers one for boring a 0.170 “-dia. hole. After switching to the AlTiN-coated Mini-Bore Trigon inserts with three cutting edges from Thinbit, Odom was able to bore at least 400 to 500 holes per edge. “I could stretch it to do 2,000 parts with one insert,” Odom said, adding that he offset a tool a couple thousandths as an insert wore before indexing it and returning to the original size.
Odom noted that part of the increase in tool life was a result of switching coolants. The mineral oil in the previous coolant fell out of suspension and caused the machine to become sticky, preventing chips from washing into the chip pans and making it difficult to keep the machine clean. “It was plating out, as I call it,” he said. Odom switched to Trim SC200 semisynthetic coolant from Master Chemical Corp. and eliminated the problem while doubling tool life.
Compared to the uncoated solid-carbide tools, Odom was able to slightly reduce cycle time with the coated inserts, achieving a cutting speed of 70 sfm and a 0.001 ipr. “I could run it a little bit faster but with Nitinol you can’t run very fast anyway,” he said.
In addition to longer tool life, the slower rate of wear for the indexable-insert boring tools minimized workhardening and extended the life of subsequent tools. “When one tool wears, it workhardens the material so it takes out the next tool,” Odom said. After boring, he performed internal grooving to create an angle and external grooving and removed a burr from the part’s center via sanding.
The indexable-insert boring bars also are more economical than the solid-carbide tools, costing $10 an insert compared to $25 for the other. Each box of 10 inserts comes with a steel boring bar, but Odom found the boring bars to be fairly durable. “I went through about 30 inserts before the pocket finally wore out to where it wouldn’t hold an insert anymore.”
Double-Duty Head
Reducing cycle time was the objective for a boring application at Phoenix Products Co. Inc., but the Milwaukee-based manufacturer of lighting products also was able to use the same boring system with a different style of boring head to switch from interpolating a face groove to turning the face groove feature on the part, further increasing throughput.
The part is an aluminum housing for an explosion-proof industrial light, and Phoenix produces about 800 annually. Boring is performed to prepare the surface for thread milling, which is the final operation on the machine prior to manual deburring. The shop first applied the LCB1.5 large-diameter boring system from Criterion Machine Works, Costa Mesa, Calif., to produce the bore for the thread mill operation but based on a recommendation from Jim Anderson at Lars Anderson Co. Inc., Butler, Wis., a manufacturer’s representative for Criterion and Vardex USA, Janesville, Wis., Phoenix switched to a VersaTurn uncoated, upsharp, polished-top CGTC insert with a 20° positive top rake from Vardex.
“It’s an 8½ “-dia. bore that they were just taking an enormous amount of time to generate because most people aren’t going to think of spinning that big of a boring head on a 40-taper vertical machining center,” Anderson said, “much less get it through the toolchanger.”


Courtesy of Phoenix Products
A Criterion LCB1.5 large-diameter boring system with a different style of head attached and tooled with Vardex inserts grooves an aluminum housing for an explosion-proof light. Machinist Scott Vinz (top) optimized the part’s boring operation.
The boring tool was getting the job done to the required ±0.015 ” tolerance but still too slowly for Scott Vinz, setup man, programmer and operator, when he began working at Phoenix. “The Criterion boring tools were being used but they weren’t being used to their full potential,” he said.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion