When to shift from rapid feed to roughing
Stop wasting time grinding nothing but air with some measurements and calculation.
Dear Doc: We cylindrical OD-plunge steel shafts and divide the cycle into the standard rapid-feed, roughing, semifinishing, finishing and spark-out cycles. There’s disagreement about when we should shift from rapid feed to roughing. We don’t have an acoustic emission sensor for first-contact detection. Any thoughts?
The Doc replies: The only way to answer this question is to have some idea of the range of blank diameters going into your grinder. If your shop is like many — maybe most — shops, it doesn’t have a clue and is wasting weeks a year grinding nothing but air.
Let’s say the final diameter after grinding is 25 mm (0.984″) and you start roughing at 26 mm (1.024″). Where did that number come from? It’s likely that 26 is just a nice, round number where you’ll know you’ll be safe. Also, back in 1979, a machine operator tried decreasing that to 25.8 mm (1.016″) and noticed more wheel wear before going back to 26 mm. And that’s where it’s been ever since.
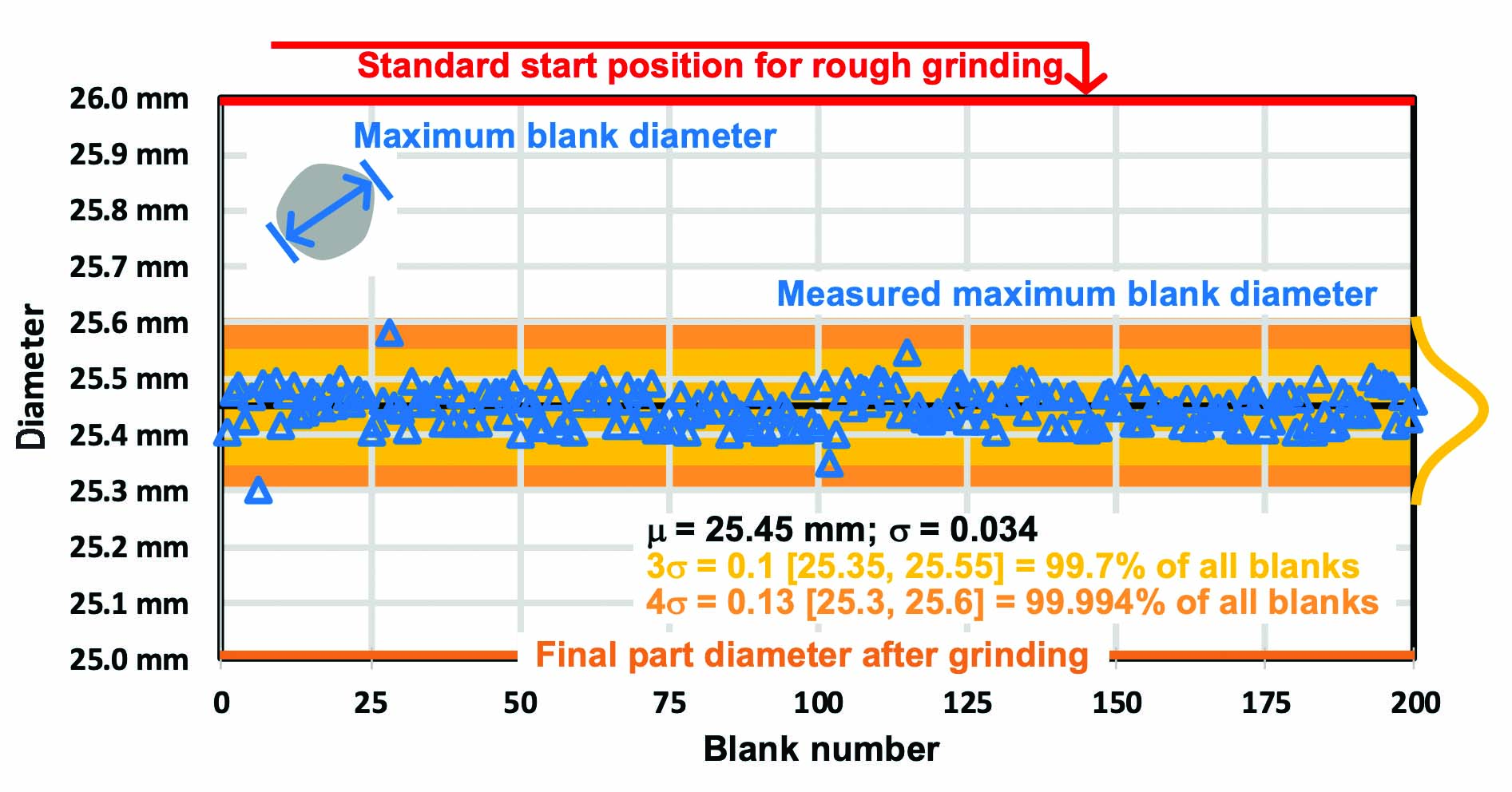
Measure blank diameters on 200 parts to determine when you should switch from rapid feed to rough grinding. Image courtesy of J. Badger
The solution is to measure blank diameters — not just one part or even five parts but perhaps 100 or more. If your part is long, you’ll have to measure cylindricity in addition to diameter.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion