Why so cross?: Medical Manufacturing
Drilling cross-holes in some parts is no big deal.
Cross-hole drilling can test a machinist’s mettle.

Courtesy of Mikron Corp. Monroe
Porting operations in a cross-drilled manifold block.
Drilling cross-holes in some parts is no big deal. These are often simple parts, such as aluminum valve bodies, where the holes aren’t too deep and meet on-center, and the customer can live with a small burr at the intersection.
On the other end of the spectrum are P-2 tool steel injection molds for complex medical devices, with more holes than a block of Swiss cheese and tolerances that make even veteran machinists weep.
Even simple cross-hole drilling presents challenges, including high tool wear, poor chip evacuation, difficult-to-remove burrs and tool deflection that can snap the toughest of drills. But there are ways to turn the bane of holemaking into a more bearable task.
It’s in the Geometry
According to Dan Habben, applications engineer at Sumitomo Electric Carbide Inc., Mt. Prospect, Ill., cross-holes are always a problem child. “Probably the best tip I can give is this: don’t do it!” laughed Habben, who works with automotive suppliers and sees cross-holes in everything from transmission housings to hydraulic valves for diesel engines. “Our customers cut a lot of die-cast aluminum and gray cast iron, and one of the main problems we see, especially with aluminum, is burrs. In hydraulic systems, it’s important to get a clean hole. Any chips or hanging chads left in the workpiece might pass into the hydraulics, damaging a valve or pump.”
Courtesy of Sandvik Coromant
When entering and exiting a cross-hole, Sandvik Coromant recommends reducing the feed to a quarter of the normal rate.
One possible cure is effective edge preparation on the drill, together with appropriate feed and speed modifications. “We usually recommend a corner clip in this case,” Habben said, “meaning a 45° chamfer on the outer margin of the drill, together with a small edge prep, say, a light T-land or a hone of around 0.003 ” to 0.004 ” on the cutting edge. And it’s especially important to use a sharp tool.”
Matt Sippel, senior product application engineer at Melin Tool Co., Cleveland, agreed: “The one big thing we’ve been doing for cross-hole drilling is putting a special geometry on our coolant-fed drills. The tip tends to be a little bit flatter, say, around 140°, with a slight chamfer on the outside edge, and sometimes an edge prep. This is an old trick in the aerospace industry. It tends to protect the corner of the drill as you break through into the intersecting hole.”
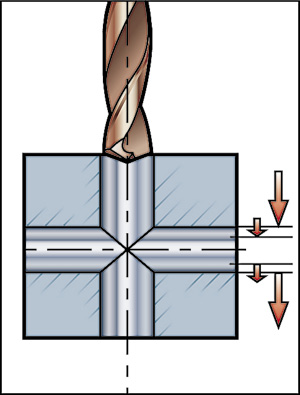
Habben said this is just part of the story, though. “As the drill tip breaks through into the intersecting hole, a rule of thumb would be to decrease the feed rate by about 50 percent. This helps minimize the number of burrs and also to reduce deflection, especially in an off-center situation.”
Also, examine the drilling sequence. “A lot of valve bodies use a porting tool for the valve seat, then a small cross-hole for the hydraulics, which is usually off-center. Correct processing of the part would be critical in this situation,” Habben said. “For example, the small-diameter holes for the hydraulics you would want to do first, and then go in with the porting tool after, because the larger tool is generally shorter and can handle the deflection better.”
Breaking Through
No edge prep in the world, however, will help without a good drill. The cutting forces generated on breakthrough when cross-hole drilling can be tremendous, and deflection becomes a real problem. Al Zaitoon, sales and marketing manager for YG-1 Tool Co., Vernon Hills, Ill., explained that indexable-insert drills, or insert drills, a staple in most machine shops, are not the answer for cross-hole drilling.
“You need some sort of support to keep the drill stable when you break through into the cross-hole,” Zaitoon said. “With an insert drill, there’s no margin behind the cutting edge to stabilize it like there is with other drills.”
Zaitoon painted this picture of a typical cross-hole. “Say you’re using a ½ ” solid-carbide drill to go into a 3⁄8” cross-hole and it passes into another hole after that. The drill has a margin length of 2 ” or maybe 3 “, so that helps stabilize it as it passes from one hole to the next. You don’t have that with a spade or insert drill. They end up just bouncing around.”

Courtesy of Mitsubishi Materials USA
Mitsubishi says it through-coolant, solid-carbide, double-margin drill achieves optimal chip evacuation when cross-hole drilling.
Sumitomo’s Habben seconded Zaitoon. He suggested that insert drills are bad juju on cross-hole drilling and recommends solid-carbide and replaceable-tip drills instead. “Insert drills are not very good on cross-holes because they have a single effective cutting edge and tend to deflect,” he said.
Habben added that for holes below ½ ” in diameter, “solid carbide is the only way to go.” However, he warned, anything much larger than this and you could be talking serious cash, whereas a replaceable-tip drill is about half the cost and as accurate. Habben said: “A lot of cross-holes are deep, maybe 12 to 20 times diameter. With hole sizes running anywhere from 1⁄8” to 1 ” or more, solid-carbide tools this long can get expensive, especially for large holes. You can easily spend $500 to $800 per drill.”
Replaceable-tip drills have basically the same geometry as solid-carbide drills, with two effective cutting edges in a one-piece design. The head is secured with screws against a ground serration. This offers high locational accuracy as well as strength in the drive mechanism, according to Habben.
Other Ways to Improve
Some additional items in the cross-hole drilling first-aid kit are advanced coatings and lots of coolant because the process can generate a lot of heat. “Coatings help, because many times in cross-hole drilling you’re running at a reduced feed rate, which means poor chip formation,” Habben said. He noted Sumitomo offers a polished, TiAlCr coating just a few microns thick. “It uses nano-coating technology, meaning the coating is applied in extremely thin layers. This makes it very lubricious and significantly less expensive than a diamond coating, while offering comparable tool life.”

Courtesy of Melin Tool
A Melin multiflute cutter removes difficult burrs using a CAM-generated toolpath, according to the company.
Chip evacuation is critical, according to Habben. “High-pressure coolant above 600 psi is recommended to flush those chips out. And when you get into larger holes, say, above 3⁄8” in diameter, it’s important to have a pump that can handle the increased volume. Figure on 5 to 10 gpm for ½ “-dia. holes and up to 15 to 20 gpm on larger holes. That will give you the volume needed to overcome the fluid loss when you break through into the cross-hole.”
Habben made a final point, one that machinists often overlook. TIR, or total indicator runout, should be less than 0.001 ” and preferably better than 0.0005 “—a critical characteristic for improved tool life and hole accuracy. That might sound like a tall order to many shops, but Habben argued it is easily achieved with high-quality hydraulic or shrink-fit toolholders.
In Spades
Rob Brown, product manager for Allied Machine & Engineering Corp., Dover, Ohio, agreed with most of that advice. “As far as insert drills go, they’re absolutely right. There’s no margin on those tools and only a single effective cutting edge. On spade drills, however, the margin runs the length of the insert itself. Sure, that’s all the support you’re going to get, but it’s still a lot more than you’d get with an insert drill.”
In cases where this doesn’t quite cut the mustard, Brown recommends a special, where the body of the drill has guides to help stabilize it through the interruption.
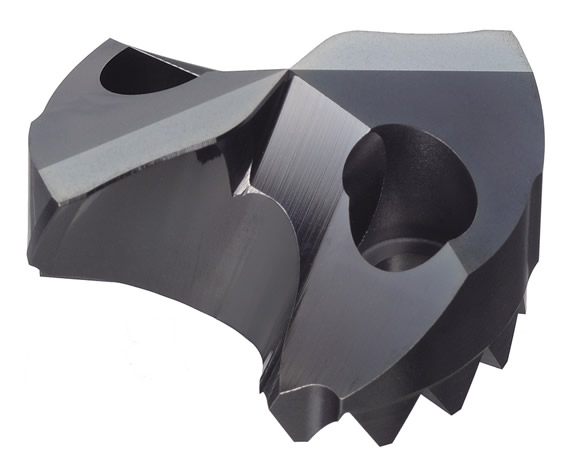

Courtesy of Sumitomo Electric Carbide
An aggressive cutting head (top) is rigidly clamped to a through-coolant drill shank on Sumitomo’s SMD-style replaceable-tip drill.
For the most part, though, Brown said spade drills are just the ticket for holes 3⁄4 ” in diameter and larger. “It’s application-dependent, but we will typically go in with a spade drill, because most of the time with cross-hole drilling you’re talking about a deeper hole. Spade drills are more cost-effective than either indexable-insert or solid-carbide drills. We offer HSS and carbide spade bits. If you’re in a situation where there’s a lot of shock or inconsistency in the workpiece material, we’d recommend HSS because it absorbs shock a lot better than carbide. But if the shop has a good setup and productivity is important, you’ll be looking at a carbide tip.”
Like his competitors, Brown said edge preparation is key. “We grind a chamfer, what we call an SK2 corner clip, on the outer margin of the drill. This helps stabilize the tool while improving tool life and reducing burr formation. From a cross-hole standpoint, the secret is in the stability of the tool.”
And there’s no argument on feeds and speeds. “Until you get to the cross-hole, you’re going to run the recommended feeds and speeds,” Brown said. “If it’s a really deep hole, you have to go a bit lighter. As a rule, we tell people to reduce the feed rate when cross-hole drilling. The problem is that you give up good chip formation when you do that, but you help ease the transition into the cross-hole. And once you engage fully on the other side of the hole, you can go back to normal.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
February 2013
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.