How Angle Heads Streamline Multi-Axis Machining Operations
The array of configurations is vast, but angle heads typically serve a common function: eliminate having to perform a separate operation to access a part feature when thenworkpiece can't be indexed.
The array of configurations is vast, but angle heads typically serve a common function: eliminate having to perform a separate operation to access a part feature when the workpiece can’t be indexed.
Faced with machining a feature without the ability to position the part so the feature can be reached and not wanting to refixture the part to perform another operation, where do you turn? To an angle head supplier.
“Sometimes there also are constraints based on part geometry or fixturing where you need an angle head to get into an area to do the machining, such as inside a bore,” said Mark Johnson, general manager of OMG North America, Post Falls, Idaho, a provider of multispindle heads, angle heads, turret heads and spindle speeders. “There might be features inside of the bore that you can only access by going inside with an angle head.”

VIDEO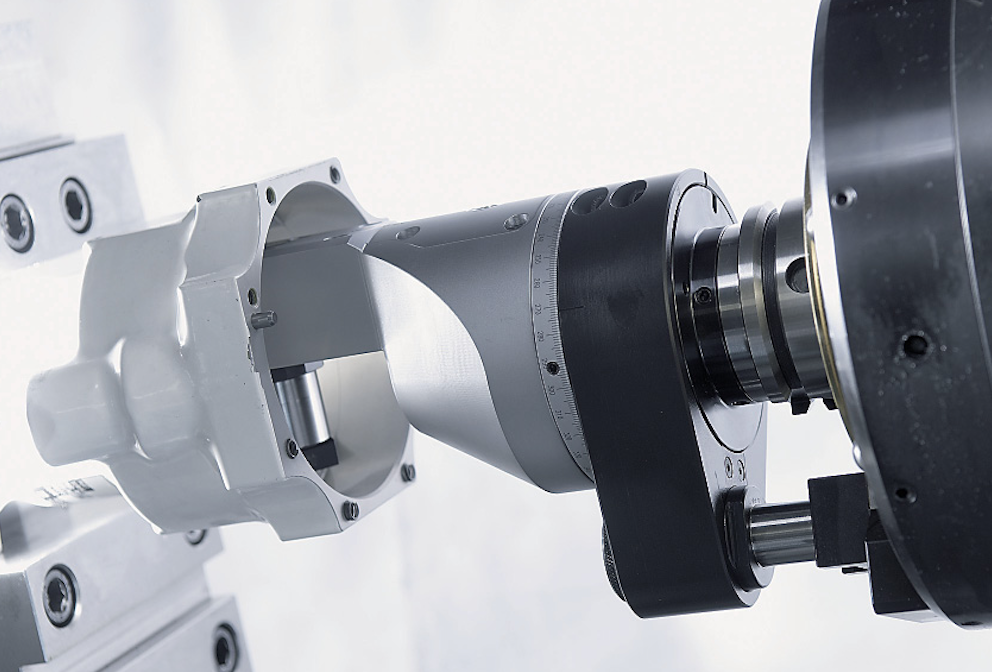
An offset angle head from Koma Precision is used
to cut a keyway in a part ID. Image courtesy Koma Precision.
For more information about angle heads,
view two video sidebars from BIG Kaiser
Precision Tooling Inc. and Koma Precision Inc.
Click here for BIG Kaiser angle head insights.
Click here for Koma Precision angle head insights.
The applications for angle heads include milling, drilling and tapping, and while part manufacturers most frequently use them on 3-axis vertical machining centers, angle heads can also be found on machine tools with five or more axes.
Preben Hansen, president of Heimatec Inc., Prospect Heights, Ill., noted some large parts, such as dies and molds and parts for the energy industry, have numerous internal features, and the machining work is extensive enough to justify purchasing an angle head.
“A blowout preventer is a good example,” Hansen said. “The spindle can’t get in it so you either EDM it or buy an angle head. One of the two.”
The output of this AGU90 geared angle head from BIG Kaiser can be adjusted in 1° increments, while the entire base is adjustable 360° to provide any compound angle. Image courtesy BIG Kaiser Precision Tooling.
He added that the introduction of advanced 5-axis machines made him think angle heads might become a machining relic. “There is still a good market for angle heads, and we’re expanding our offerings,” Hansen said, noting he’s seeing more requests for angle heads that can access small spaces and that can tackle large workpieces. “We’re developing a broader standard line that will address more of those applications.”
On the small side, Heimatec has angle heads for accessing a hole down to 1″ (25.4mm) in diameter.
Even when having 5-axis capability enables machining a part in one setup, a 5-axis machine generally costs more than a 3-axis one, and an angle head/3-axis machine approach often allows jobs to be done at a lower cost.
“Instead of buying a machine that has that articulating head, they’re going to buy a 3-axis machine and a $8,000 to $10,000 angle head and end up with a machine to essentially do the part the same way with significantly less cost,” said Frank Cerrito, general manager for Koma Precision Inc., East Windsor, Conn.
The lower-cost machine might not last nearly as long, but the equipment can be amortized for the length of the job. “They have a project that’s going to go for a year, they buy a machine and make it last for a year and then they’re done with it,” Cerrito said.
ATC vs. Flange-Mounted
Angle heads are typically swapped in and out of a machine tool spindle via an automatic toolchanger. “Our heads are designed to go through the toolchangers of most machining centers,” said Alan Miller, engineering manager for BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill. That includes specials, which are generally for the automotive industry and are set at a specific angle for a long production cycle.
In addition to fixed-angle heads, which are usually at a right angle, BIG Kaiser, like others, offers standard universal angle heads that are infinitely adjustable from 0° to 90°. “The angle heads can be positioned in any degree radially,” Miller said, “so you can make whatever compound angle you need.”

OMG offers the QuadBlock system, which has three face-to-face pin
contacts and a torque arm, for its angle heads, such as this
36-kg (79.4-lb.) one for milling a cast iron pump body.
Image courtesy OMG North America.
He added that an adjustable angle head provides the versatility to position the head instead of the part, but is typically only for light-duty applications, such as finish milling and drilling.
When an angle head must be too long or heavy that it can’t rely on a pull-stud mechanism for use in an ATC, the angle head is flange-mounted, or bolted, to the spindle face of a machine. “Some of these tools can weigh 100 lbs.,” Heimatec’s Hansen said, adding that lengths for specials can be up to 30″ (762mm).
When flange mounting is needed, Hansen explained that an angle head manufacturer must obtain a spindle face drawing from the machine builder to determine the bolt-hole patterns already on the machine and build a head to match that configuration. “You can’t be drilling and tapping holes in the machine spindle face,” he said. “A hundred percent of the time it would need to be a special head.”

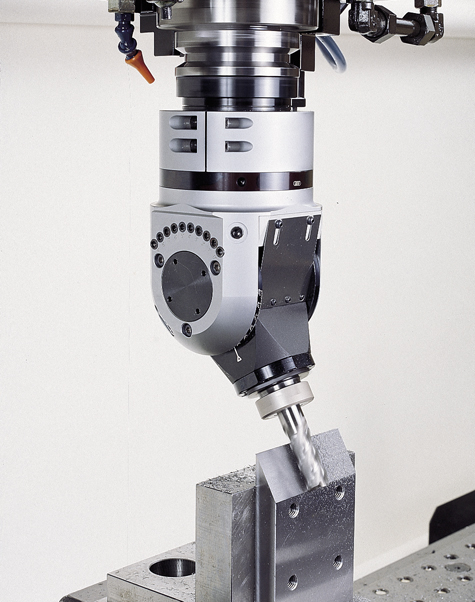
The Slender Drive fixed 90° angle head from BIG Kaiser has a modular design, where different output heads can be employed to provide the required clearance and reach into bores as small as 1.181″. Image courtesy BIG Kaiser Precision Tooling.
However, those types of extreme applications are rare. “We sell 100 toolchanger tools to one flange- mount,” Koma’s Cerrito said. “It’s got to be a dedicated machine to do one operation only. There’s not that many people who can afford a machine to do just one operation.”
Koma offers Alberti angle head spindles with an arbor this is manufactured from one solid piece of hardened steel that increases resistance to bending stresses by 25 percent.
Sometimes an angle head doesn’t need to be flange-mounted but requires enhanced stability because of potential flexing that can occur, such as when a head is long and the standard torque, or stop, arm is insufficient to hold it in place when the cutting pressure is high. For those applications, Heimatec and others offers a three-point support system. Hansen explained that three pins, including the stop arm, are attached to an angle head, 120° apart around the circumference of the taper, and the pins press against the spindle face when the ATC places the angle head into the spindle. “It’s kind of in between a regular angle head and a bolt on.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
January 2016



