A cutting tool game changer
A cutting tool game changer
Pinch grinding offers aggressive material-removal rates, excellent concentricity and low part runout when prepping cutting tool blanks.
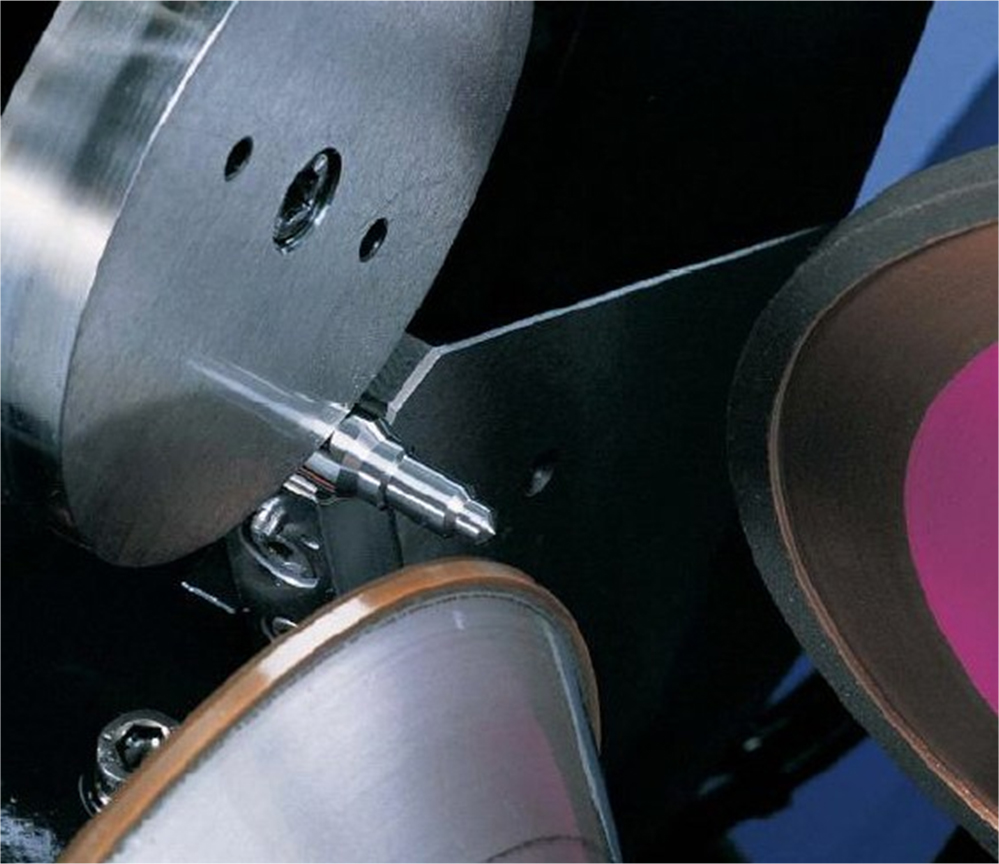
Image 1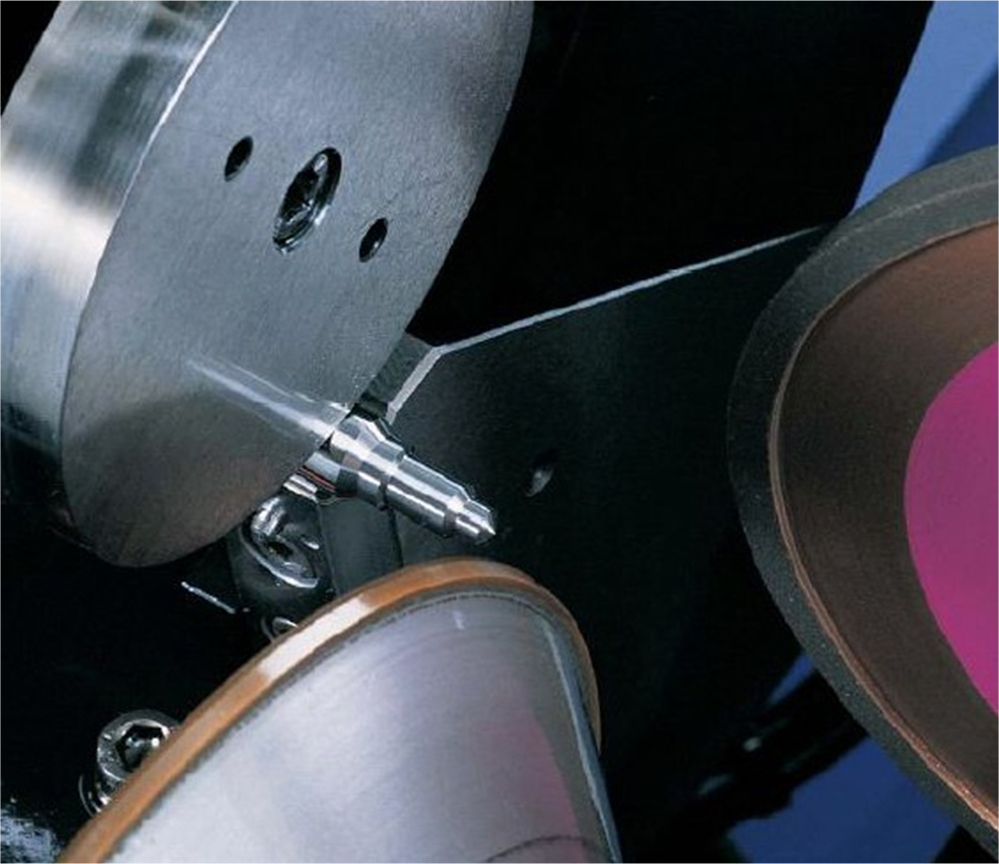 In pinch grinding, the blank simultaneously passes through two opposing wheels: a roughing wheel and a finishing wheel. All images courtesy Norton | Saint-Gobain. |
Image 2 V-block steady rests for pinch grinding. |
Image 3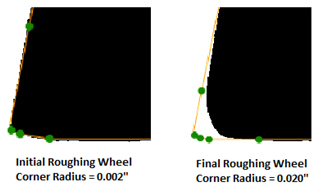 A roughing wheel's corner before and after pinch grinding. |
Image 4 Wheel Speed: 10,472 sfm; Work Speed: 92 sfm; Ratio [sfm]: 113. The finest surface finish is obtained, in this case, at a speed ratio of 113. |
Image 5 Wheel Speed: 7,854 sfm; Work Speed: 92 sfm; Ratio [sfm]: 92. The work speed was kept the same as Image 4, but the wheel speed was reduced, generating a 25 percent lower speed ratio and imparting a poor surface finish. |
Image 6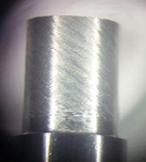 Wheel Speed: 7,854 sfm; Work Speed: 68 sfm; Ratio [sfm]: 115. The poor surface finish was alleviated by lowering the work speed as well, and bringing the speed ratio up to 115. |
As machine technology rapidly advances, providing manufacturers with faster cycle times and higher uptime, the demand for improved abrasive technology increases. Through technical studies, Norton│Saint-Gobain Abrasives Inc. has developed improved solutions to ensure optimal feed rates at the highest parts per redress in the market for cutting tool blank preparation. Norton application engineers looked at numerous factors when using an engineered approach to develop optimal wheels for this grinding application to achieve these solutions.
The main objectives during the preparation of raw solid-carbide blanks for the cutting tool market is to achieve precise geometrical dimensions on the blank and tight surface-finish requirements. Blank preparation usually consists of roughing and finishing blanks individually placed on centerless grinders and OD plunge or traverse cylindrical grinders. These multiple-step operations for cutting tool manufacturers can be time-consuming and costly. In some instances, manufacturers are required to send the blanks to a third party to complete.
To excel in a competitive industry and in response to marketplace demands, Rollomatic has patented pinch grinding using its ShapeSmart grinders to reduce the number of operations required in blank preparation and to reduce lead times. Pinch grinding is a variation of peel grinding, which refers to high-speed grinding wheel is fed into the outside surface in controlled relation to the axis of rotation. Th…" title="Grinding operation in which the workpiece is rotated around a fixed axis while the grinding wheel is fed into the outside surface in controlled relation to the axis of rotation. Th…" aria-label="Glossary: cylindrical grinding">cylindrical grinding of rotating blanks. In pinch grinding, however, the blank simultaneously passes through two opposing wheels: a roughing wheel and a finishing wheel.
With a setup of opposing grinding wheels, a V-block steady rest placed underneath the piece and a steel roller on top, aggressive material-removal rates can be achieved while maintaining excellent part concentricity or low part runout or both. This technology has become a game changer when preparing cutting tool blanks.
This variation in blank preparation has brought several benefits and new factors to keep an eye out for during grinding, including the demand for improved roughing wheel corner retention and optimal wheel and blank speed ratios.
In pinch grinding, the roughing and finishing wheels grind parts simultaneously, with the finishing wheel trailing the roughing wheel. This means that both operations are performed at the same traverse rate. Because the depth of cut (DOC) for both roughing and finishing are preset, any material that is not removed by the roughing wheel is "picked up" and cleaned by the finishing wheel behind it. This happens as a result of wheel corner breakdown and radius loss experienced by the roughing wheel. For example, Image 3 shows the corner of a roughing wheel before and after grinding a few hundred blanks.
Finishing wheels for pinch grinding generally have grit sizes from 800 to 1,200 grit. This is an average particle diamond size of 5µm (0.0002"). For this particular part, the DOC set for the finishing wheel was approximately 0.002" radially. The wheel corner breakdown experienced by the roughing wheel caused the actual DOC for the finishing wheel to be much greater than the expected 0.002"—"invisible" work to the operator's eye. Doubling the amount of work of the finishing wheel will generate a significantly higher force per grit in the finishing wheel. This will result in excessive heat generation, causing the finishing wheel to lose its form due to bond deformation.
Another example of the invisible work done by the finishing wheel is in surface generation. Variations on the surface finish generated by the roughing wheel can also affect the surface finish imparted by the finishing wheel. The surface finish left by the roughing wheel isn't always noted and again, is usually made up for by the finishing wheel.
A faster grinding surface speed (a higher grinding wheel rpm) will produce smaller chips, generating a finer surface finish on the part. In cylindrical grinding, it is also important to keep an eye on the speed ratio between the roughing wheel and the blanks being ground. This is calculated by finding the ratio between the grinding wheel sfm and workpiece sfm. A rule of thumb for cylindrical grinding of similar parts is to keep the speed ratio around 100:1.
Images 4 to 6 show how changes in the wheel and workpiece speed can affect surface finish on a tungsten-carbide blank (roughing wheel only).
For the part in these images, the finest finish was obtained at a higher roughing wheel speed of 10,472 sfm. The slower roughing wheel rpm (Image 5) generated larger chips—therefore, higher peaks and valleys on the surface of the blank. This results in slightly more aggressive material removals required by the finishing wheel, which can accumulate in an order of a few hundred parts.



