Monaghan Tooling Group rushes custom ventilator tooling project
Monaghan Tooling Group rushes custom ventilator tooling project
Dayton, OH – Custom tooling requests are not unusual at Monaghan Tooling Group, and each gets special attention. They are all important. However, when it's a life-or-death situation, you tend to pull out all the stops.
Dayton, OH – Custom tooling requests are not unusual at Monaghan Tooling Group, and each gets special attention. They are all important. However, when it's a life-or-death situation, you tend to pull out all the stops. That's exactly the situation that the MTG team faced when they received a request for a burnishing tool to produce a very fine micro-finish on a flat surface of a ventilator component. New England's Butler Bros., a Monaghan distributor, had a customer that needed custom tooling to produce 2500 ventilator components a week by mid-April. The team turned the project around – from purchase order to signed approval print for custom tooling in 5 hours and 15 minutes. While that breakneck is not the norm, Monaghan and their Elliott Tool Technologies partners were committed to help speed the production of critical ventilators to COVID-19 patients nationwide.
"As soon as we heard 'ventilator' we made this our #1 priority" said Monaghan Tooling Group president Scott Monaghan. Despite the urgency of the request, it was still critical to work within processes at MTG and ETT to ensure that the project was complete with utmost accuracy and speed.
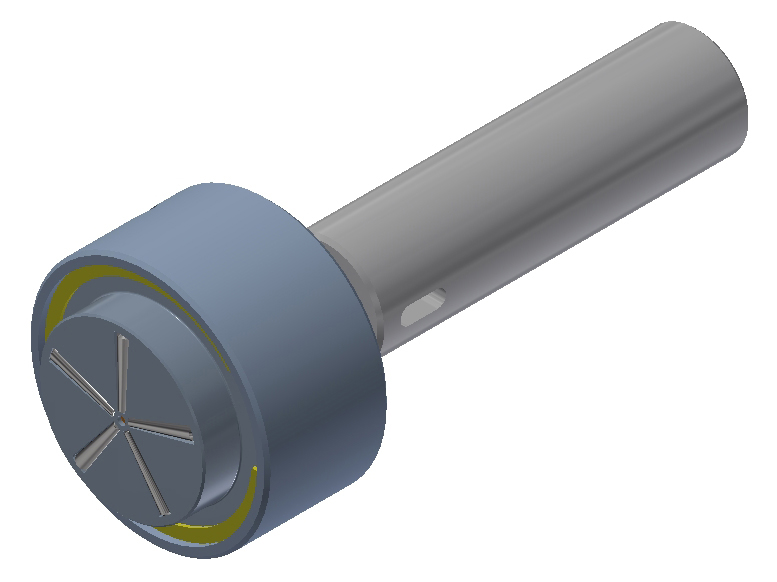
After review of the application, MTG engineers determined that a custom designed flat-face multi-roller burnishing tool would produce the desired surface finish. Following some emails and phone conversations with their distributor Butler Brothers, whose customer presented the urgent need, the decision was made to move forward and place the order.
That started the critical project along its rapid trajectory.
"This wouldn't have been possible without the teamwork, communication, and shared urgency of everyone at Monaghan and Elliott Tool," said MTG Operations Manager Andrea Rees. "Knowing that life-saving equipment was on the line motivated everyone."
The purchase order was received from Butler Bros. at 11:26 am EST. The project when immediately into project design.
At 12:39 pm MTG finished creating the engineering project and transferred all pertinent data to the Elliott Tool Technologies engineering and design team which started designing the custom tooling.
By 3:14 pm the approval drawing was completed and submitted to the customer for review and approval.
At 4:15 MTG received the signed approval of the burnishing tool design. This was submitted to ETT and work began immediately on detailed prints.
Early the next morning prints were released to manufacturing. By 11:00 am work orders hit the manufacturing floor and programming of the necessary machines began.
The project initially had a scheduled ship date of 4-14, but ETT and MTG working closely together, were able to ship the product on 4/8 – nearly a week ahead of schedule.
Why Multi-Roller Burnishing Is Ideal for This Application
Multi-roller burnishing is ideal for this application because it achieves the desired surface finish without secondary processes like grinding, honing and polishing and the inherent time required for these additional set-ups. It produces a 4 to 8 Rs surface finish in one pass, making it a faster process than multi-pass approaches. This repeatable and consistent process improves surface irregularities and tool marks.
Additionally, burnishing increases the surface hardness through the cold working process and compressive forces.
This aluminum component is being machined on a drill press, so achieving the 15 Ra finish is ideally suited for multi-roller burnishing.
The Mechanics of Quick Turn Around
ETTs modular flat-face tool design ensures quicker design and faster manufacturing (approximately 3-4 times faster) while adhering to high quality standards. A recent tooling design optimization project allowed ETT to redesign the product line to utilize more standard components for various tools. This reduced the number of custom components required for custom applications, like the Butler Brothers project. Using more standard components helped to shave time from the design and manufacturing process.
"Utilizing design automation tools with the 3D CAD system to automatically generate models, based on application variables, allowed us to slash design time by 50%," said ETT Engineering Manager Ben Lambers.
Although speed is essential – especially when rushing projects through to save lives in a pandemic, precision is paramount. "With custom engineered tooling, no matter how fast you react, if you don't do it precisely and accurately, speed means nothing," said Monaghan.
Speed and precision came together on this project thanks to the communication, teamwork and shared urgency of all parties involved. That is critical to the company manufacturing the ventilator components, and more so to the patients benefitting from them.



