Power up for better PCD production
Power up for better PCD production
How simultaneous high-current and high-frequency have positioned the ANCA EDG as the benchmark for PCD manufacture.

Poly Crystalline Diamond (PCD) products are widely used in industry for their superior abrasion resistance and longevity when machining non-ferrous materials. By virtue of their uniform carbon lattice structures, diamond is the hardest material available and therefore lends itself well to manufacturing processes requiring high speeds, feed rates and extended wear behaviors. PCD is not typically used to machine ferrous materials such as iron or steel due to a chemical reaction that occurs between the diamond and the iron molecules. The Carbon atoms in the diamond react with the Iron (Ferrous) atoms of the iron or steel to produce Iron Carbide (Fe3C), causing the tool edges to collapse. However, it can tackle bimetal applications involving aluminium and cast iron.
The areas that PCD tooling excels in is the machining of non-ferrous materials, composites, electronic components, timbers and precious metals.
When machining these materials, PCD tooling exhibits superior wear resistance, heat tolerance and tool longevity.
Using PCD in tooling is not new, however, the explosion of lightweight materials used in all industries as manufacturers race to create lightweight and durable products highlights how versatile PCD tooling is becoming. Aluminium and composite products continue to grow quickly with the rapid expansion of consumer electronics, light-weight transportation and more efficient power generation.
Linked to the growth in non-ferrous componentry and PCD tooling is the downward pressure being applied to machine tool builders. Lowering cycle times and increasing surface finishes enables a profitable business proposition for PCD tooling manufacturers by reducing manufacturing costs per tool and increasing quality and durability for the end user.
To enable ANCA's customers to create high-quality, low-cost tooling the new ANCA Motion SparX Generator has been designed and built using the latest power electronics. Power Electronics allows the creation of a wide band-gap generator to achieve high current and high frequency simultaneously. This enables higher mega-amp per second Nano and Pico-pulses and far greater control of the erosion process. These combine for a much faster and controllable erosion process than conventional electronics and allow for the complete manufacture of PCD tooling using nano grade PCDs (example: Element Six CMX850 with 0.85µm diamond grains and CTX002 with 2µm grains) through to very large diamond grades (example: CTH025 with average grain size of 25µm and CTM302 a multi-modal PCD with grain sizes of 2µm to 30µm).
Additionally, by virtue of the 5-axis kinematics of the ANCA EDG machines utilizing a rotary copper electrode, almost infinite tool geometries can be created including complex end-face and fluting geometries. This linked to very aggressive pricing and performance with supreme flexibility enables tooling manufacturers to create high quality PCD tools competitively. Additionally, with the increase in performance, decrease in cycle time and increase in surface finish specification, users are able to purchase arguably the most technologically advanced erosion machine available. ANCA is the only supplier of EDG erosion machines in the market that has a synchronized, adaptable, intelligent and controllable erosion process suited perfectly to the vast array of non-ferrous materials.
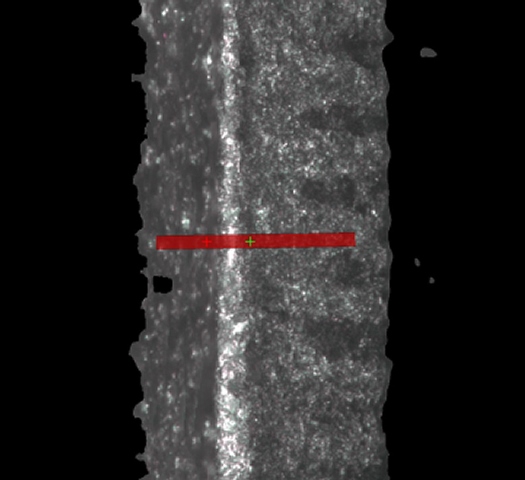
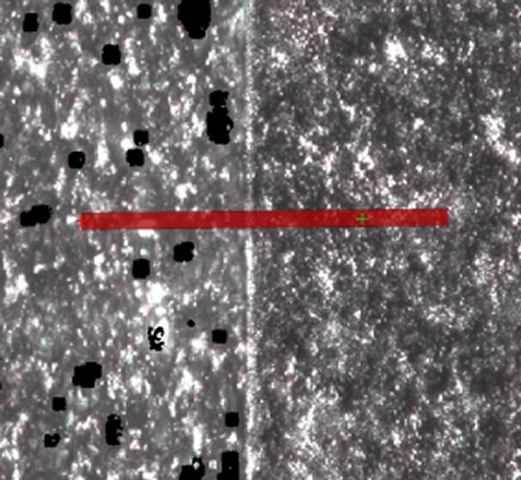
To highlight these benefits, ANCA conducted testing between tools created on an ANCA EDG, tools created on a competitor laser machine and lastly on a competitor erosion machine. Testing utilized a 12mm 2D shear brazed (neutral rake face) tool due to laser ablation systems being unable to create large fluted tools. The PCD material was Element Six CTM302.
Testing showed definitively that not only did the ANCA EDG match the quality and cycle time of laser created tools, but it was vastly superior to the like-for-like erosion results.

Additionally, the cutting edges were 3x keener on the ANCA created tools as opposed to the laser ablated tools. Keen cutting edges are very important in the manufacture of aluminium and composites as they reduce burring while increasing surface finishes. In composites, keen cutting edges also reduce the risk of delamination during machining.
The key take-away from this testing was that not only is the ANCA EDG with the new ANCA Motion SparX Erosion Generator well suited to all types of PCD and the varying associated industries, but that erosion processes utilizing power electronics with high current and high frequency simultaneously positions the ANCA EDG squarely in the sights of both traditional erosion and laser technologies.



