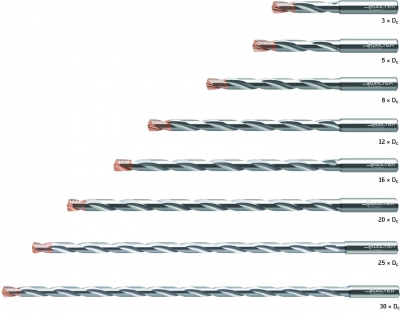
Walter has expanded its successful DC170 Supreme internally cooled, solid-carbide drill with the introduction of two new sizes, the 25xDc and 30xDc. These sizes extend the drill line, aimed at ISO material groups P, K, and H, to new depths, while keeping the performance enhancing benefits of the DC170 line. These include increased productivity thanks to 50 percent longer tool life with 35 percent higher machining parameters in comparison to conventional solid-carbide drills, according to the company.
The design of the lands is a key factor in this performance, thanks to their shallow cooling grooves at the drill end. The coolant flow encompasses the entire drill point, producing optimal cooling of both the drill and the workpiece interface, and inhibits chip packing. This is particularly important given the high temperatures generated during drilling. The drill’s design features more material behind the cutting edge which makes the drill sturdier than conventional designs, thus boosting tool life, stability and process reliability.
Additionally, this ability to control the coolant flow contributes to an excellent surface finish that helps users avoid reworking holes after drilling. The innovative alignment of the new lands design results in significantly smoother drill operation, reducing vibration to a minimum, which also enhances hole quality.
DC170 drills feature eight visible cooling grooves, and these can be used as a scale for regrinding. The drills can be reconditioned up to three times, until only two cooling grooves remain.
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
The PCD inserts impart the finest surface finishes while shoulder, face and slot milling. The tools enable precise machining with reduced cutting forces and minimal vibration tendencies. They have a low cost because of their extremely long tool life as a result of the cutting edge being made of the…
WBH20C WL25 indexable inserts are full-radius copy turning inserts with Walter Lock positive engagement. The WL positive engagement provides maximum stability and precision for reliable machining of contours. With pocket support right under the cutting edge, and exceptional ability to prevent…
The MD344 Supreme and the MD340 Supreme three-flute versions both feature a 38° helix, while the MD340 Supreme four-flute has a 39°/41° variable helix, the MD340 five-flute version features a differential or unequal pitch.
A new type of flute design reliably evacuates chips, even with the tinniest drills. This capability ensures that hole depths up to 30 × Dc can be easily achieved with the DB133 Supreme micro drill with its 140° point angle. The DB131 Supreme micro pilot drill features a 150° point angle. Emulsion,…
To cover the widest possible range of applications, Walter offers the MP6 geometry in CCMT, DCMT, TCMT and VBMT basic shapes. Its short protective chamfer, which is characteristic of roughing inserts, ensures a high strength of cutting edge, even in challenging conditions, for example when…
TC388 Supreme (50–58 RC) and TC389 Supreme (55–65 RC) feature new patent-pending cutting geometries that fully shear off the root of the chip when reversing, thus torque peaks are minimized. This prevents fractures, prolongs the tool life, and increases process reliability. Furthermore, the new…
The 180°-point angle makes the DC118 Supreme ideal for plunging into inclined or round surfaces because the drill is guided quickly on the margins and centered accurately. At the same time, burr formation remains extremely low. The protective corner chamfer on the cutting edges protects against…
These WXN15 grade coated inserts are all introduced with a highly positive shaped geometry, which is particularly effective in machining ISO N materials. When used in advanced cutter bodies like the new Xtra·tec® XT M5468 button insert milling cutter, with G88 geometry, this also increases…
The system handles axial grooves from dia. 2.362-in (60 mm), cutting depths up to 1.299-in (33 mm), with insert width of 0.197-in (5 mm). The new system delivers maximum productivity and cutting parameters due to optimal cooling, strength and controlled chip breaking, along with high cost-…
The TC620 Supreme thread milling cutters utilize patent-pending Walter DeVibe technology with an anti-vibration land to effectively suppress vibrations and allow higher cutting parameters, while contributing to other TC620 Supreme advantages like a high level of process reliability and easy…
 Inserts")









 PRODUCTS
PRODUCTS

