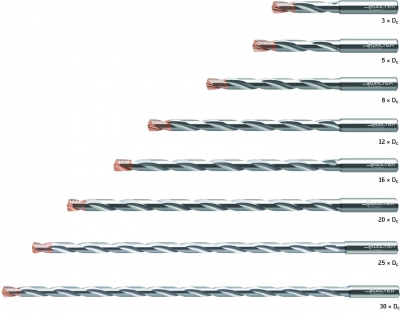
Walter has expanded its successful DC170 Supreme internally cooled, solid-carbide drill with the introduction of two new sizes, the 25xDc and 30xDc. These sizes extend the drill line, aimed at ISO material groups P, K, and H, to new depths, while keeping the performance enhancing benefits of the DC170 line. These include increased productivity thanks to 50 percent longer tool life with 35 percent higher machining parameters in comparison to conventional solid-carbide drills, according to the company.
The design of the lands is a key factor in this performance, thanks to their shallow cooling grooves at the drill end. The coolant flow encompasses the entire drill point, producing optimal cooling of both the drill and the workpiece interface, and inhibits chip packing. This is particularly important given the high temperatures generated during drilling. The drill’s design features more material behind the cutting edge which makes the drill sturdier than conventional designs, thus boosting tool life, stability and process reliability.
Additionally, this ability to control the coolant flow contributes to an excellent surface finish that helps users avoid reworking holes after drilling. The innovative alignment of the new lands design results in significantly smoother drill operation, reducing vibration to a minimum, which also enhances hole quality.
DC170 drills feature eight visible cooling grooves, and these can be used as a scale for regrinding. The drills can be reconditioned up to three times, until only two cooling grooves remain.
Fluid that reduces temperature buildup at the tool/workpiece interface during machining. Normally takes the form of a liquid such as soluble or chemical mixtures (semisynthetic, synthetic) but can be pressurized air or other gas. Because of water’s ability to absorb great quantities of heat, it is widely used as a coolant and vehicle for various cutting compounds, with the water-to-compound ratio varying with the machining task. See cutting fluid; semisynthetic cutting fluid; soluble-oil cutting fluid; synthetic cutting fluid.
The MP060 face milling cutter with a great number of teeth (z) between 10 and 22, and with diameters from 40 mm, can be used for roughing and finishing large surfaces and flat shoulders. The MP160 (z = 3–4) and MP260 (z = 2–3) shoulder and slot milling cutters, with either cylindrical shank or…
In addition to the cooling and geometry, Walter's new WJ30RZ and WJ30RY grades also boost performance because their highly wear-resistant TiAlSiN-based layer applied using HIPIMS coating technology takes the form of a complete coating for 3 and 5xDc (WJ30RZ grade) and a point coating for 8×Dc…
The primary application of the Tiger·tec Gold inserts is steels with various tensile strengths that can be machined. These indexable inserts are ideal for use in the automotive, energy, and general metalworking industries, where the inserts can significantly help reduce the cost per component.…
Additional improvement in surface quality and stability can be realized with advanced wiper geometry option. Walter offers the new WBH30 CBN grade in inserts with and without MW wiper geometry, and with a negative T-land chamfer for excellent strength in interrupted cuts.
This milling cutter can be used universally for steel, stainless steels, cast iron and difficult-to-machine materials, in face, shoulder, ramping, pocket, and circular interpolation milling operations. Available in diameters of 32-100 mm, a maximum depth of cut of 5 or 8 mm), with Weldon shank or…
There are two indexable insert sizes with facet—SDMX0904ZDR-E27 and SDMX1205ZDR-E27. The M4002 cutter provides a depth of cut of 1.5 or 2.0 mm and is available in diameters of 25-125 mm or 1-4 in. and is ideal for high-speed milling in steel and cast iron, stainless steel and materials with…
The standard A2201 is an offset adaptor for reduced radial forces, greater stability and provides more space between the boring bar and the bore wall for improved chip removal with very deep bores. With the A3001 and the A2201 Walter has increased boring bar diameters to 2.5-4-in. and 60-100 mm.
The Xtra·tec XT M5009 face milling cutter has a 45° approach angle, is available in diameters of 25-160 mm (1-6 in.) and provides a depth of cut of 5 or 6.5 mm. It features three pitches for different applications (tools with wide and medium pitch for insert size SN X1205 are designed with carbide…
Positive with four cutting edges, it can be used on both sides, thus combining long tool life and high metal removal rates with greater cost-efficiency. The polished rake face improves chip removal, and the extremely sharp cutting edge creates a softer cutting action, important factors in the…
The M5004 octagon milling cutter combines efficiency and process reliability while also extending tool life, resulting in maximum productivity. Process reliability is enhanced thanks to the new tool's high stability. Lower tool costs and reduced time and labor result from its universal…










 PRODUCTS
PRODUCTS

