Force Turning Module for VERICUT Version 8.2
Force Turning Module for VERICUT Version 8.2
CGTech, developer of the CNC verification, simulation and optimization software, VERICUT, has announced that its latest release, Version 8.2, includes a new module for NC program optimization: Force Turning.
CGTech, developer of the CNC verification, simulation and optimization software, VERICUT, has announced that its latest release, Version 8.2, includes a new module for NC program optimization: Force Turning.
"CGTech has a strong commitment towards helping customers improve their competitive stance through NC toolpath and process optimization. With today's highly competitive market, machine shops need to produce parts faster than ever before. VERICUT Force makes the most effective NC program for the given material, cutting tools used, and machining conditions. The result is significant time savings, improved cutting tool and machine life," says VERICUT Product Manager Gene Granata.
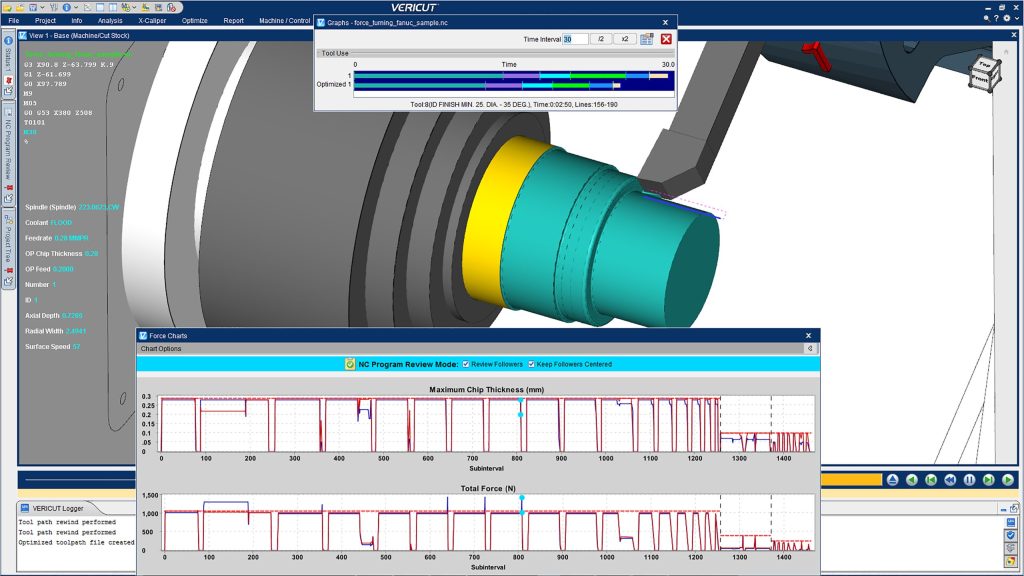
Force is a physics-based NC program optimization module that analyzes and optimizes cutting conditions to achieve ideal chip thicknesses, while managing the cutting forces and spindle power required. VERICUT 8.2 adds Force Turning to optimize lathe turning, and mill-turn operations, when combined with Force Milling. Force Turning makes it easy for anyone to create NC programs for optimal cutting of inside/outside diameters, shoulders, as well as in corners and tight spaces, without the worry of encountering excessive cutting forces or high spindle power demands.
Force provides NC programmers with detailed information about the cutting process that they never had before. NC programmers quickly and easily identify problems and unsafe cutting conditions lurking in their NC programs. With a single click, users can review problem-causing cuts, which if left uncorrected, could cause chatter, break the tool, damage the part or machine. Force optimization automatically corrects these issues, such as excessive cutting forces, metal-removal rates, power, torque, and tool deflection while simultaneously correcting underutilized cutting conditions by raising them to optimal performance levels.



