FW5 and MW5 Wiper Geometries
FW5 and MW5 Wiper Geometries
The FW5 wiper geometries, with a new wiper curved cutting edge and V chip formation for short chips, can also be used on components with long overhangs thanks to the reduced cutting pressure. In addition, the MW5, with its longer cutting edge, is suitable for the highest feeds. The FW5 and MW5 are available on a variety of inserts. These new Walter geometries reduce machining time by increasing the feed by up to 300% while maintaining surface quality and can allow users to combine roughing and finishing operations using the same insert.
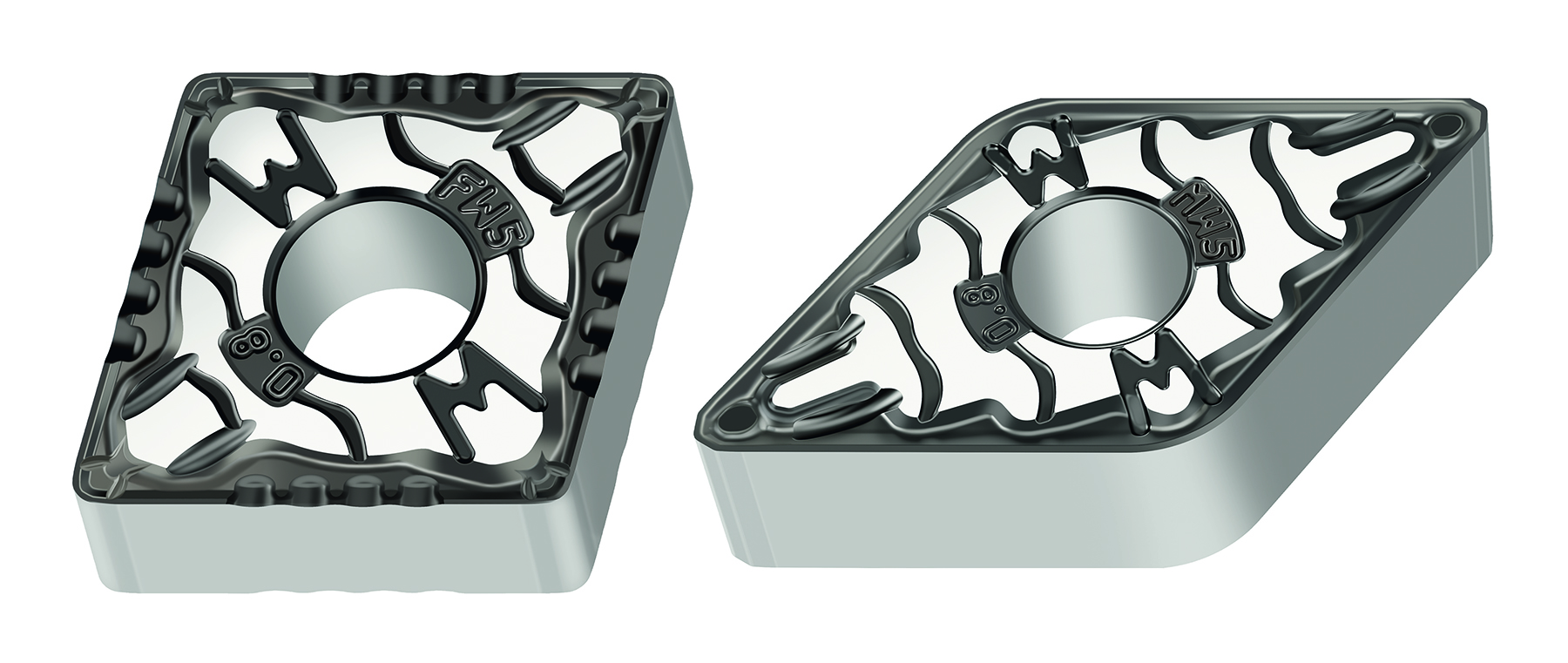
Walter has unveiled the next generation in universal wiper geometries with its FW5 and MW5. These two new geometries deliver consistently good surface finish throughout the entire life of the tool, reducing machining time, and aiding productivity. FW5 and MW5 wiper geometries for turning and facing, with circumference-sintered indexable inserts, generate reduced cutting pressure enabling their use on thin shafts and for internal machining.
The FW5 wiper geometries, with a new wiper curved cutting edge and V chip formation for short chips, can also be used on components with long overhangs thanks to the reduced cutting pressure. In addition, the MW5, with its longer cutting edge, is suitable for the highest feeds. The FW5 and MW5 are available on a variety of inserts. These new Walter geometries reduce machining time by increasing the feed by up to 300% while maintaining surface quality and can allow users to combine roughing and finishing operations using the same insert.



