Lynx 2600SY Compact Turning Center
Lynx 2600SY Compact Turning Center
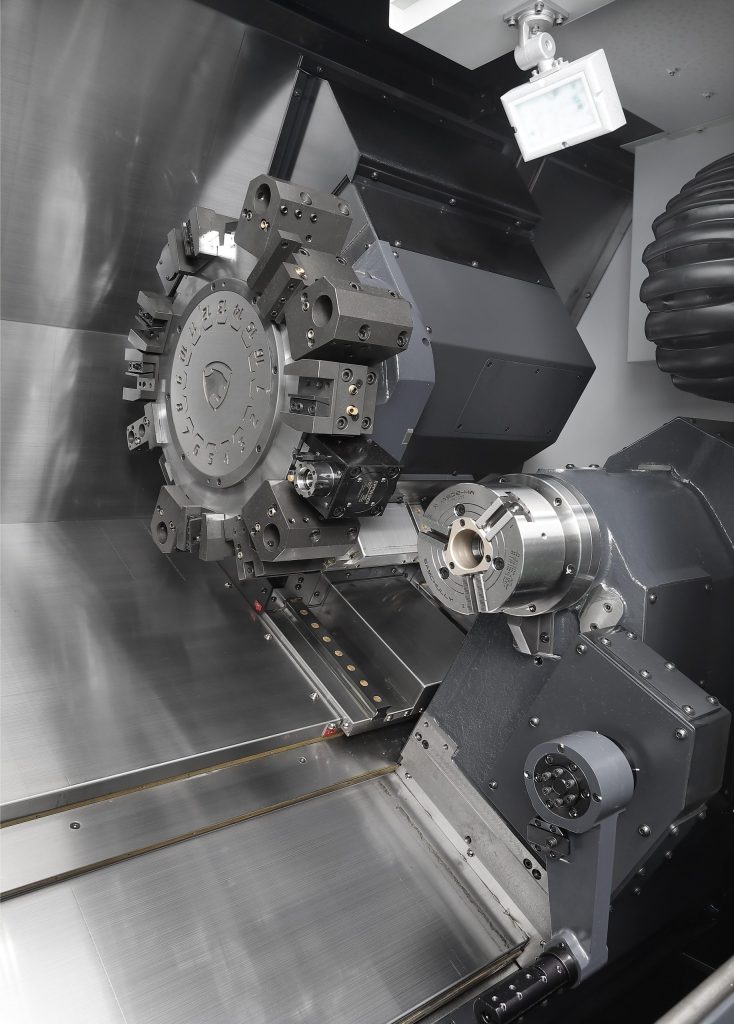
The Lynx 2600SY is designed with a rigid bed structure and incorporates roller type LM guides for all axes. The maximum turning diameter is 14.9" and the maximum turning length is 24", and the main spindle incorporates a 10" chuck while the sub-spindle handles either a 6- or 8-inch chuck size. The main spindle has a speed of 3,500 r/min (25HP) while the sub-spindle turns at 4,500 r/min (15HP), making quick work of complex parts. The Y-axis travel is 4.13", and a 12 station servo-driven BMT tool turret with a half index feature (24 positions) is standard.
Doosan Machine Tools introduces the Lynx 2600SY, the latest generation in the popular Lynx series of compact turning centers with a Y-axis. The new machine incorporates all the design features of the popular Lynx 2100LSYB, but is built on a slightly bigger platform.
Customer feedback played a large role in the development of the new model. The Lynx 2600SY was designed to provide maximum flexibility and versatility for job shops that want to handle a wider range of projects without stepping up in size to a PUMA Series boxway machine.
The Lynx 2600SY is designed with a rigid bed structure and incorporates roller type LM guides for all axes. The maximum turning diameter is 14.9" and the maximum turning length is 24", and the main spindle incorporates a 10" chuck while the sub-spindle handles either a 6- or 8-inch chuck size. The main spindle has a speed of 3,500 r/min (25HP) while the sub-spindle turns at 4,500 r/min (15HP), making quick work of complex parts. The Y-axis travel is 4.13", and a 12 station servo-driven BMT tool turret with a half index feature (24 positions) is standard.
A new feature on the Lynx 2600SY is the latest controller from FANUC, the 0i-TF Plus, which is available with optional iHMI user interface, specifically designed by FANUC for ease of use. The 0i-TF Plus features 3D part views that will offer more detail, which are easily viewable on the new 15" touch screen (previously 10"). The control is equipped with the Doosan EZ guide conversational programming feature, but doesn't take away the traditional G-code programming language.



