PRECI-FLEX Compensating Clutch for Okuma Turning Centers
PRECI-FLEX Compensating Clutch for Okuma Turning Centers
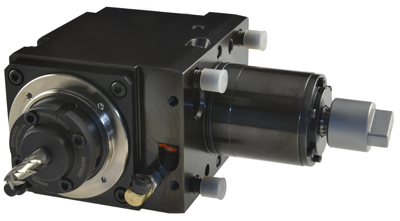
EXSYS Tool Inc. says its PRECI-FLEX Compensating Clutch system for Okuma CNC turning centers enables users to "float" away misalignment between turret drive motors and toolholders, leading to smoother operation, better surface finishes and longer tool life.
EXSYS Tool Inc. says its PRECI-FLEX Compensating Clutch system for Okuma CNC turning centers enables users to "float" away misalignment between turret drive motors and toolholders, leading to smoother operation, better surface finishes and longer tool life.
The PRECI-FLEX Compensating Clutch provides a floating coupling between turret drive motor tangs and toolholders that self-compensates for any misalignment, resulting in high-precision alignment that reduces vibration and tool chatter. Okuma machine owners get a connection that is twice the size of a standard spindle, which not only provides more surface area for a strong and precise connection, but also allows for greater torque transfer and eliminates any loss of power between motors and tool holders.
The Compensating Clutch also eliminates wear to turret drive motor connections by filling the gaps at the top and bottom of drive motor tangs when engaged with the toolholder. Thus, the system provides a complete fit all the way around the drivetrain of the motor, eliminating backlash while delivering much quieter operation when compared to similar systems cutting the same workpiece materials at the same speeds and feeds.
"Whether for simple or complex applications, this new system delivers greater accuracy and much better performance," said Scott Leitch, a representative for EXSYS Tool. "The Compensating Clutch ensures precise alignment, which will both improve part surfaces and extend tool life, two absolute necessities in the machine tool business."
The PRECI-FLEX Compensating Clutch also lessens the severity of damage that can occur as a result of a machine crash. A machine crash usually results in a bent tool holder spindle and a costly repair. With the Compensating Clutch in place, the resulting damage is usually confined to the system's coupling, which machine shops can replace quickly and easily themselves, and at a much lower cost than an expensive replacement spindle.
The PRECI-FLEX Adapter System for lathe tooling changeovers, which includes the Compensating Clutch, is the first tooling system on the market with a single-base holder and multiple tooling adapters that utilize the ER collet pocket. The compact product ensures maximum torque transmission and rigidity, resulting in increased machining accuracy and improved productivity. Additionally, the system's conical and flat face planar interface allows the use of either an adapter or a standard ER collet, and enables collets, endmill holders, expanding collet chucks and shrink-fit tooling to be mounted on a single-base holder.
Available in a range of sizes and styles, PRECI-FLEX provides unsurpassed repeatability, with every toolholder offering repeatability within threeµm. The system also virtually eliminates machine downtime, and allows tooling adapters to be interchanged between fixed and rotary base holders for fast, economical machining.



