Screw Conveyor
Screw Conveyor
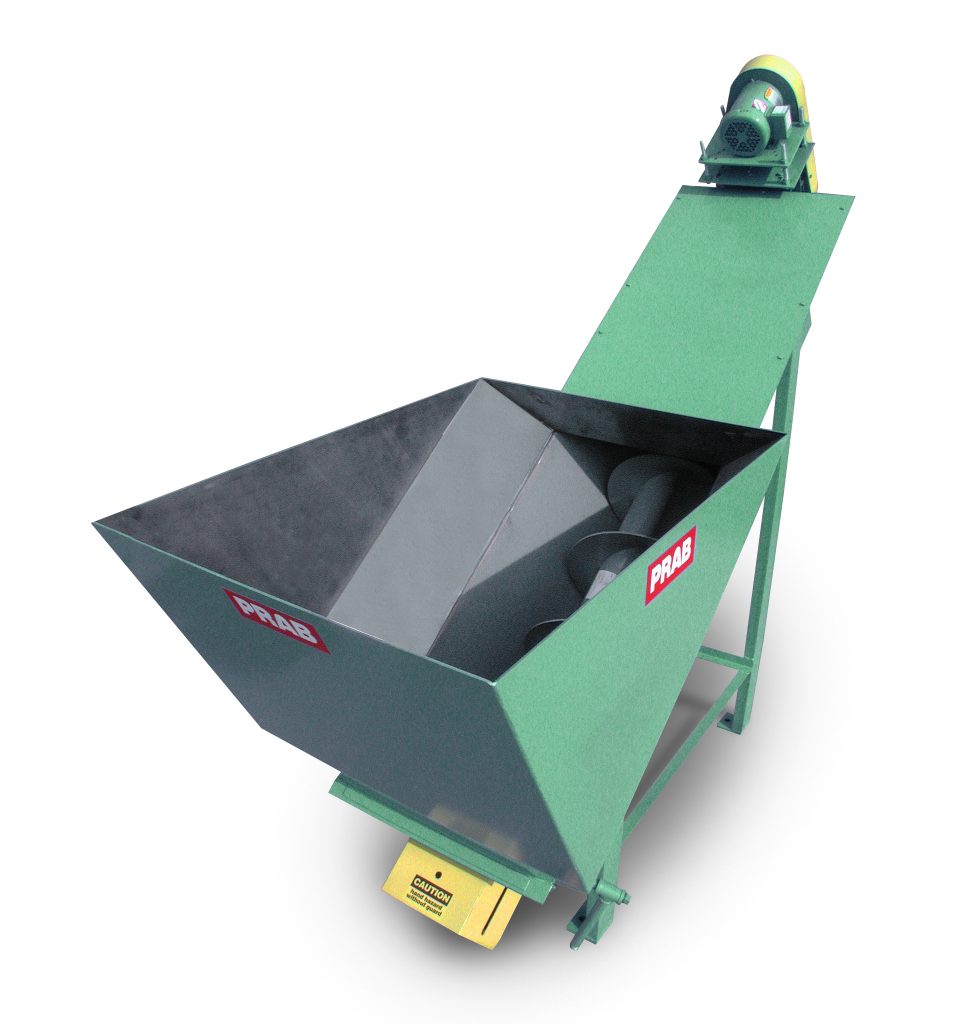
PRAB Inc., Kalamazoo, Mich., this week debuted a Screw Conveyor engineered to effectively move a range of metal scrap from chips to bundled turnings, according to a Feb. 1 news release from PRAB. The Screw Conveyor is said to be ideal for applications where scrap is dumped into the conveyor or infeed hopper in a load. The PRAB Screw Conveyor uses a single drive to operate an auger that rotates and moves the material through the trough. The straight-forward design and standard components reportedly make the conveyor cost effective to own and easy to maintain.
PRAB Inc., Kalamazoo, Mich., this week debuted a Screw Conveyor engineered to effectively move a range of metal scrap from chips to bundled turnings, according to a Feb. 1 news release from PRAB. The Screw Conveyor is said to be ideal for applications where scrap is dumped into the conveyor or infeed hopper in a load.
The PRAB Screw Conveyor uses a single drive to operate an auger that rotates and moves the material through the trough. The straight-forward design and standard components reportedly make the conveyor cost effective to own and easy to maintain.
The conveyor, which ranges in size from 6" to 24" in diameter at lengths of more than 50', allows material to flow horizontally or elevate to a collection bin or container for haul-away. In addition, a sealed trough constructed with abrasion resistant steel keeps oils contained and improves housekeeping.
On shop floors where multiple machining centers or work cells are served by a single conveyor, scrap metal is typically moved from the point of generation as bins or barrels become full and are dumped into a conveyor, PRAB explained. Such an instantaneous load of material would cause challenges for many other conveyor types.
With PRAB's Screw Conveyor, however, the company said the efficient rotation of the screw auger cuts through the load of material moving sections at a time down the length of the conveyor.
The unit can be incorporated with an infeed hopper and metal shredder that are said to allow for easy material handling and automated volume reduction. Plus, the meter feeding capability of the screw conveyor and shredder combination can be incorporated with a wringer/centrifuge. The wringer will dry the chips and collect the fluids in a sealed pan. Dry chips can then be hauled-away in a safe and cost-effective manner.



