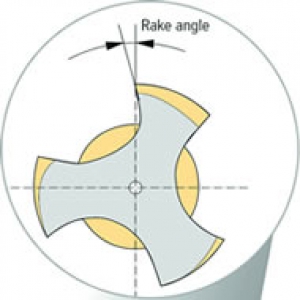
Walter has introduced Tiger-tec Silver HU6, a round insert with a new geometry, specifically developed for medium and heavy-duty roughing of solid railroad wheels and other forged parts. Large chip build-up is a common problem particularly when turning the inner profile of a railroad wheel, with the chips often failing to break as desired. Productivity and tool life both suffer as a result. Tiger-tec Silver HU6 was developed to address these chip control problems, and field tests at wheel manufacturers have shown that this new Walter insert provides up to 40 percent longer tool life.
The key innovation is the insert's geometry, featuring specially formed chip dimples for ideal chip formation, facilitating chip breaking in the required area. This new round insert benefits from Walter's Tiger-tec Silver coating which enhances cutting speed, reliability and tool life. The inserts are available in four different grades: three for steel and one for cast iron machining. Insert diameter selection ranges from 10 to 32mm. This combination of coating and geometry, with its specially designed chip breaker and strong cutting edge for process reliability in heavy and interrupted cuts, boosts the productivity of heavy-duty roughing operations, such as railway vehicle manufacturing, generator and turbine manufacturing, and forged components in general.
In addition, Walter Capto turning toolholders can be used with the HU6. This interface enables quick tool changes and easily handles the transfer of large forces.
Tangential velocity on the surface of the tool or workpiece at the cutting interface. The formula for cutting speed (sfm) is tool diameter 5 0.26 5 spindle speed (rpm). The formula for feed per tooth (fpt) is table feed (ipm)/number of flutes/spindle speed (rpm). The formula for spindle speed (rpm) is cutting speed (sfm) 5 3.82/tool diameter. The formula for table feed (ipm) is feed per tooth (ftp) 5 number of tool flutes 5 spindle speed (rpm).
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Walter has introduced the DB130 Advance, its smallest solid-carbide microdrill with diameters from 0.004 to 0.06 in. (0.1 mm to 1.45 mm). With a point angle of 118° and cylindrical shank, the drill meets DIN 1899 standards.
Walter has announced several extensions to its Tiger-tec Gold inserts, all of which possess the features that have made it so successful: A smooth rake face for excellent friction characteristics; optimal wear detection due to its gold-colored top layer; an especially tough cutting edge for maximum…
The new WCK10 ceramic cutting grade from Walter is optimized for roughing gray cast iron at high cutting speeds, with either continuous or interrupted cutting. The inserts deliver improved productivity, process reliability and longer tool life due to their new Si3N4 wear-resistant ceramic cutting…
Walter has introduced its ISO H Advance Line of solid-carbide milling cutters, consisting of seven new cutter families specially tailored to the requirements of hard machining (up to 63 HRC). These new cutters include mini and multi-flute, shoulder/slot, ball-nose and high-feed milling cutters,…
Walter has introduced two new insert grades in its Perform Line of turning tools, the WPV10 and WPV20. These versatile, cost-effective inserts are suitable for users whose machines are limited in cutting parameters due to their stability and performance, and who need a versatile insert that can…
Walter has introduced the TC120, TC121 and TC122 Supreme, three new blind-hole taps that combine maximum performance in steel with improved tool life and process reliability. These new entries in the Walter Supreme line have been specially developed for machining steel.
Walter has expanded the range of its innovative T2711/T2712 thread milling cutter family for cutting large threads with two new tool bodies for the M56 and M64 threads and three new thread milling cutter inserts. Walter's multiple-row T2711/T2712 thread milling cutter family, which can…
Walter has expanded its popular Paradur HT HSS-E blind-hole tap range by adding UNC thread dimensions. Previously available in dimensions M4-M36 and M10×1-M33×2, Walter has now expanded the range of the taps to include dimensions UNC 1/4-UNC 1.
The new Walter Cut MX grooving and parting tool reportedly improves accuracy, stability and process reliability by adopting and improving on proven technology. These new indexable inserts have four cutting edges per insert.
The new MD133 Supreme milling cutter from Walter, designed specifically for dynamic milling, delivers increased process reliability, particularly during unmanned operation. It reportedly boosts productivity thanks to a higher metal-removal rate and a reduction in machining time.










 PRODUCTS
PRODUCTS

