WDN10 PCD Insert
WDN10 PCD Insert
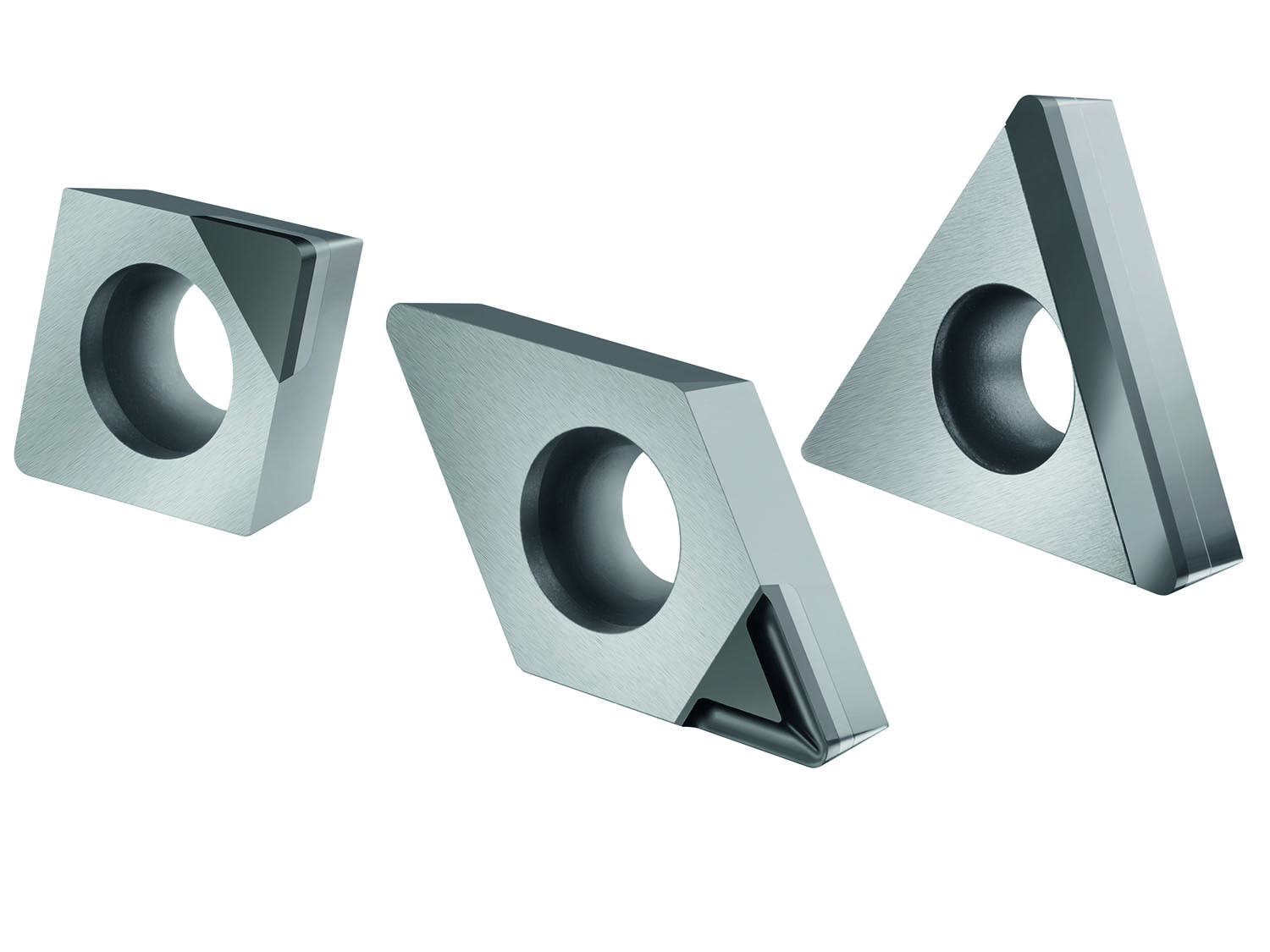
The WDN10 from Walter, a high-performance and wear-resistant polycrystalline diamond (PCD) insert delivers outstanding hardness, a low coefficient of friction and minimum heat distortion. This helps result in maximum productivity and cost efficiency in the high-speed machining of nonferrous materials.
The WDN10 from Walter, a high-performance and wear-resistant polycrystalline diamond (PCD) insert delivers outstanding hardness, a low coefficient of friction and minimum heat distortion. This helps result in maximum productivity and cost efficiency in the high-speed machining of nonferrous materials.
The WDN10 inserts achieve excellent surface finishes thanks to their exceptional cutting edge sharpness. This high degree of sharpness results from their PCD grain size and the manufacturing process. The WDN10 inserts boast chipbreaker geometry, are laser marked with grade designation and ISO and ANSI corner-radius designation.



