Contact Details
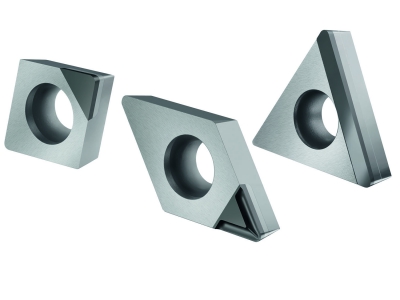
The WDN10 from Walter, a high-performance and wear-resistant polycrystalline diamond (PCD) insert delivers outstanding hardness, a low coefficient of friction and minimum heat distortion. This helps result in maximum productivity and cost efficiency in the high-speed machining of nonferrous materials.
The WDN10 inserts achieve excellent surface finishes thanks to their exceptional cutting edge sharpness. This high degree of sharpness results from their PCD grain size and the manufacturing process. The WDN10 inserts boast chipbreaker geometry, are laser marked with grade designation and ISO and ANSI corner-radius designation.
Related Glossary Terms
- chipbreaker
chipbreaker
Groove or other tool geometry that breaks chips into small fragments as they come off the workpiece. Designed to prevent chips from becoming so long that they are difficult to control, catch in turning parts and cause safety problems.
- hardness
hardness
Hardness is a measure of the resistance of a material to surface indentation or abrasion. There is no absolute scale for hardness. In order to express hardness quantitatively, each type of test has its own scale, which defines hardness. Indentation hardness obtained through static methods is measured by Brinell, Rockwell, Vickers and Knoop tests. Hardness without indentation is measured by a dynamic method, known as the Scleroscope test.
- polycrystalline diamond ( PCD)
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.
- polycrystalline diamond ( PCD)2
polycrystalline diamond ( PCD)
Cutting tool material consisting of natural or synthetic diamond crystals bonded together under high pressure at elevated temperatures. PCD is available as a tip brazed to a carbide insert carrier. Used for machining nonferrous alloys and nonmetallic materials at high cutting speeds.










 PRODUCTS
PRODUCTS

