WL17 Indexable Insert
WL17 Indexable Insert
The inserts feature three cutting edges at a 50° copying angle. Compared to the WL25 indexable inserts, which measure 25 mm per side, the WL17 inserts measure 17 mm per side. The WL25 inserts are now additionally offered in W0110-C Walter Capto tools and the W1211 QuadFit exchangeable head for Accure.tec anti-vibration boring bars.
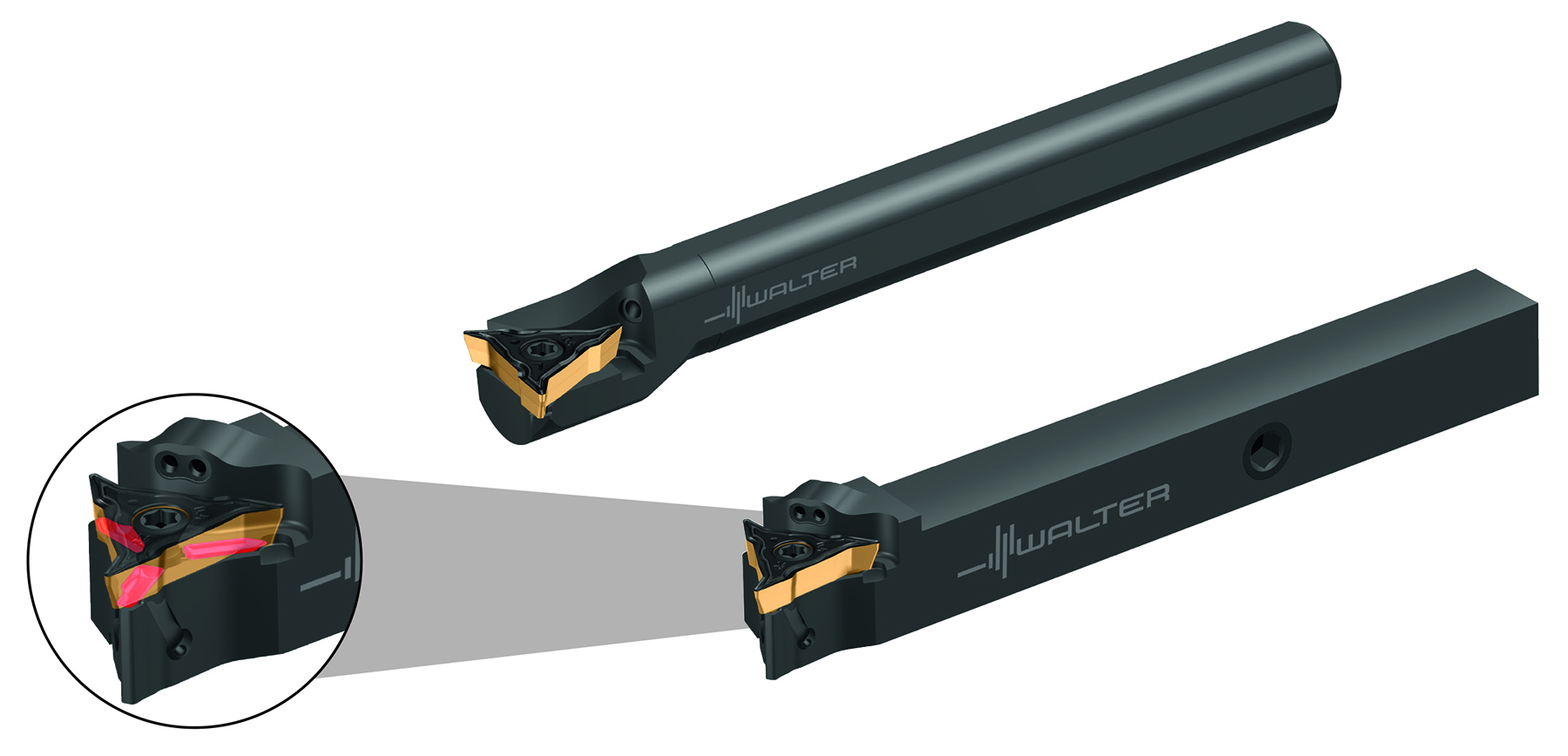
Walter has introduced the WL17 indexable insert in neutral, right-hand and left-hand versions for copy turning (profiling). The tools that accept the WL17 indexable insert include the Walter Turn W1011-S-P external turning toolholders for Swiss-type automatic lathes and multiple-spindle machines, and the W1210/W1211 boring bars for internal profiling, facing and axial grooving. Neutral, right-hand and left-hand inserts can be used in the same tool.
The W1011-S-P toolholder enables forward and reverse turning (towards and away from the spindle). It uses cutting edges from both the sides of the 35° included angle of the insert corner and runs at high feed rates. The inserts maximize tool life because of the option of performing forward or reserve turning as well as the unique insert pocket and support.
The inserts feature three cutting edges at a 50° copying angle. Compared to the WL25 indexable inserts, which measure 25 mm per side, the WL17 inserts measure 17 mm per side. The WL25 inserts are now additionally offered in W0110-C Walter Capto tools and the W1211 QuadFit exchangeable head for Accure.tec anti-vibration boring bars.
The inserts provide a high level of stability against the tendency for vibrations in cut due to the robust Walter Turn WL positive engagement system. This WL positive engagement system makes use of innovative seating surface sintered into the base of the carbide insert that engages against a 3-pocket insert seat of the tool. The inserts enable 50% higher indexing accuracy compared to conventional ISO indexable inserts.
Rake face cooling is optimized on the toolholder for effective chip removal, particularly on Swiss-style automatic lathes and multiple-spindle machines.
The WL17 indexable inserts are suitable for copy turning of radial undercuts up to 30° or 50° and axial undercuts of 30° and profiling high-precision components. The three-sided WL inserts are ideal replacements for ISO VBMT, VCMT, DCMT indexable inserts, which have just two cutting edges and a lower level of stability.



