Get the most out of tried-and-true machinist vises
Image courtesy of Kurt Industrial Products
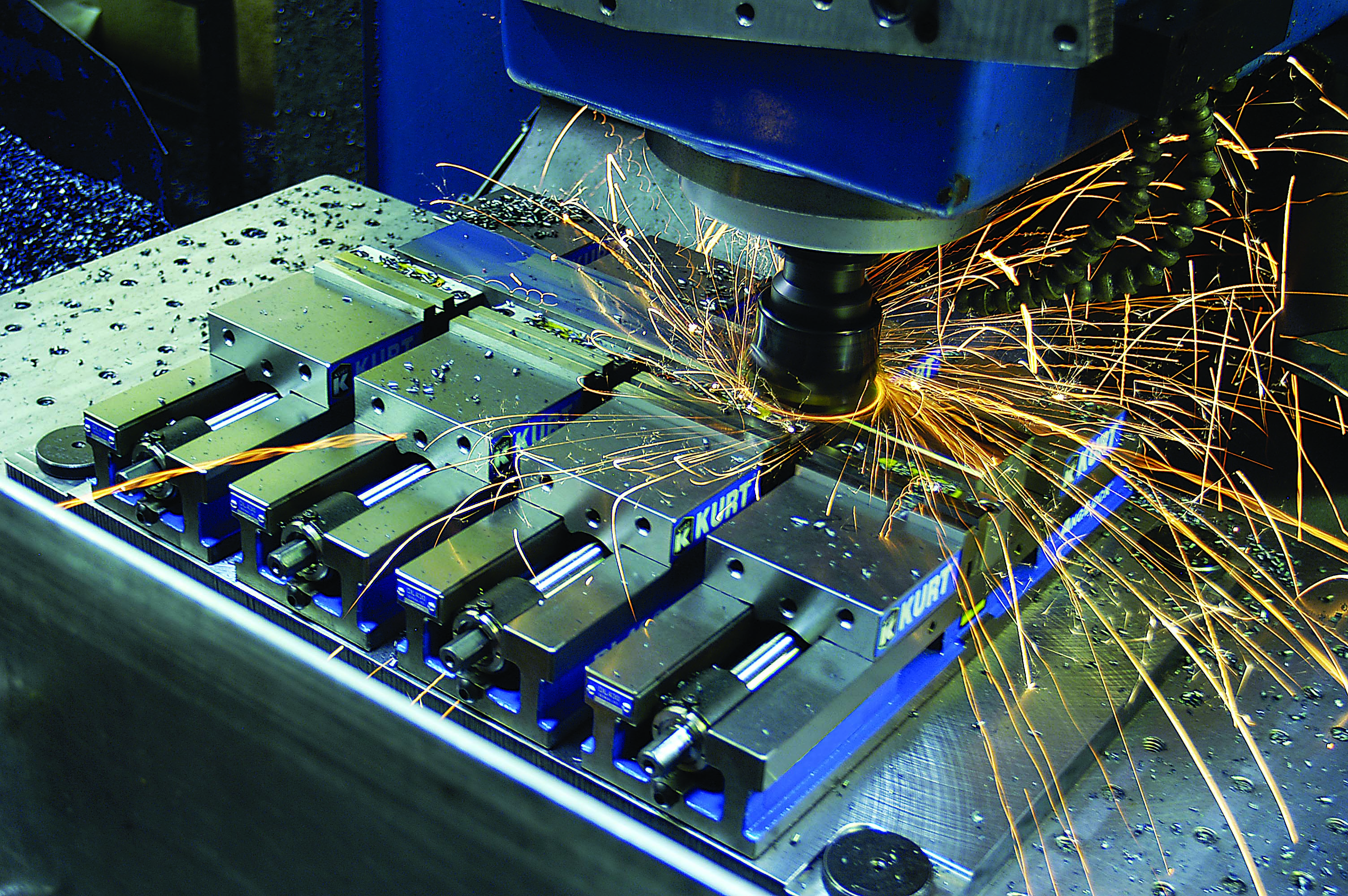
Image courtesy of Kurt Industrial Products
Of all the workholding methods available to machine operators, the machinist vise continues to be the most popular. It’s easy to use, flexible and readily accessible with a price tag that all but the most cash-strapped of shops find agreeable. Getting the most out of a vise, however, requires a little tender, loving care, as well as the ability to think creatively.
The TLC part is easy. Steve Kane, sales and marketing manager at Kurt Industrial Products, Minneapolis, said the first step is simply to keep vises clean.
“A lot of people make the mistake of not wiping the vise down and applying a coat of oil when they’re done using it,” he said. “Depending on what kind of coolant they’re using and its condition, this can lead to rust, especially if the vise gets placed on a shelf between jobs. They should also make sure there are no chips collecting inside. If so, blow them out with a little shop air.”
Aside from keeping a vise clean, Kane said to apply a small amount of marine grease to the screw threads once a month and then run the vise through its full travel to evenly disburse the grease. It’s also wise to remove scratches or dents with a fine stone.
Of course, shops must adjust their maintenance routines to the types of materials being machined and the amount of use a vise gets. Shops that routinely cut cast iron and other abrasive materials, for example, should watch for wear. Machinists might want to more often clean and lubricate internal components and even periodically break down a vise to avoid damage, as long as they know how to properly reassemble the vise.
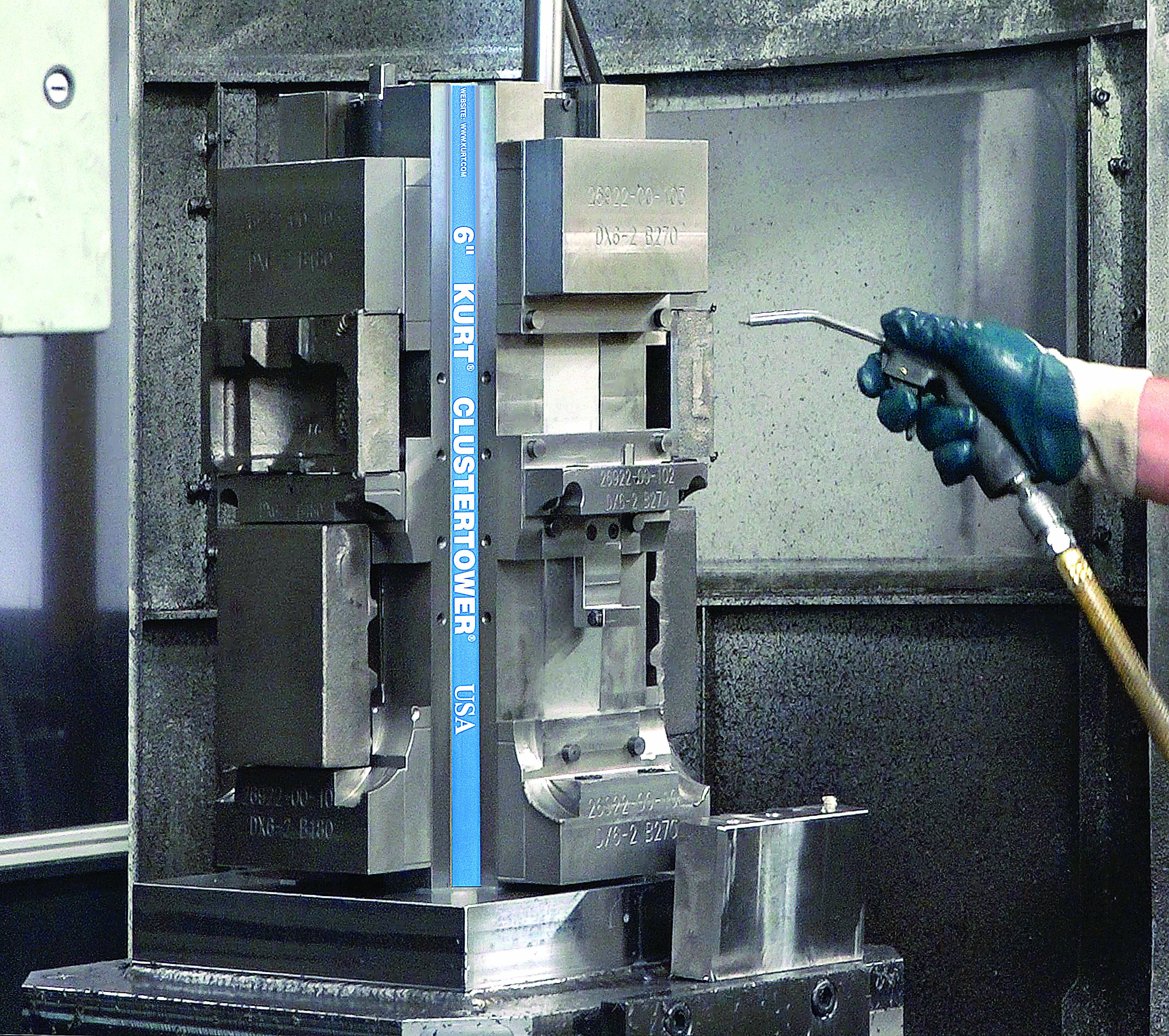
Vise longevity and accuracy often come down to keeping it clean. Image courtesy of Kurt Industrial Products
“We get frequent calls from people who wonder why there’s so much jaw lift after they’ve reassembled the vise, only to find they lost one of the internal components or failed to tighten it properly,” Kane said.
A common mistake is overtightening. Operators can damage vises when using an impact wrench to tighten them or cranking on the handle with a 3′ breaker bar. Instead, manual vises should be tightened with a torque wrench for the most consistent, accurate clamping, using forces no higher than manufacturers’ recommendations.
Beyond the Bridgeport
The second part of getting the most from a vise—thinking creatively—is a bit more challenging. The traditional pair of 6″ machinist vises often seen on machining centers get the job done, but a variety of space-saving, time-saving and more accurate options exist.
Mike Antos, product manager at Cleveland-based Jergens Inc., said vise selection frequently comes down to familiarity.
“A lot of machinists and shop owners learned the trade working on a manual knee mill,” he said. “When they graduate to CNC, they use the workholding they’re most comfortable with. There’s certainly nothing wrong with this, but we feel it’s better to take a systematic approach to workholding, which starts by mounting a subplate onto the machining center table.”
Most people agree that the beauty of a subplate is its flexibility, especially when it’s equipped with a quick-change ball lock or zero-point clamping system. Again, options are available, each with its own merits and cost considerations. But all alternatives make it easy to switch among vises, fixtures, toe clamps and rotary tables in moments.
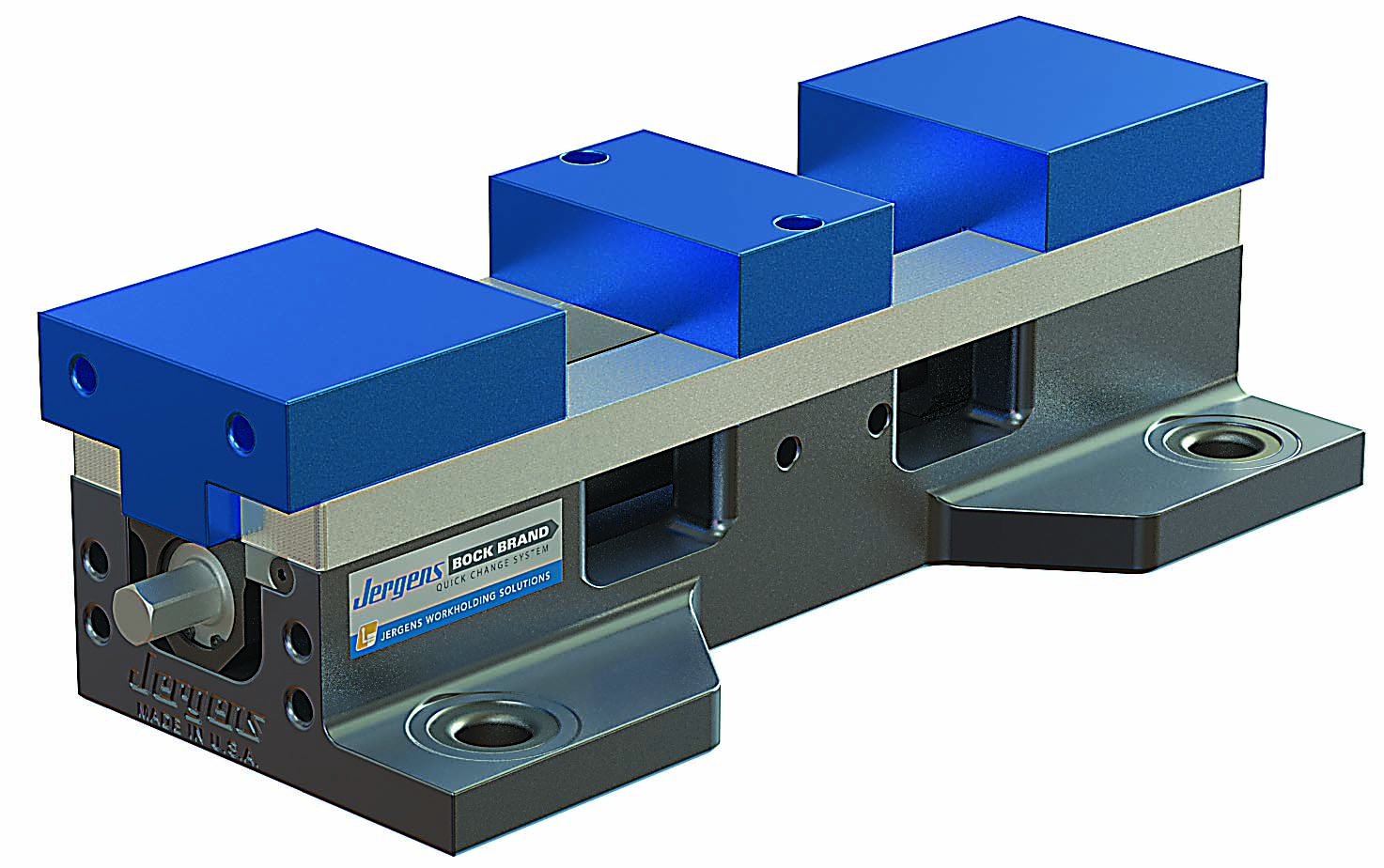
Double-station vises are a great way to increase productivity without eating up a lot of real estate. Image courtesy of Jergens
In that vein, all vises also should be equipped with some sort of quick-change jaw system. Eric Sun, founder and CEO of Orange Vise Co. LLC, Placentia, California, said his company’s vises accept CarveSmart-style jaws, as well as Orange Vise’s proprietary system.
“An increasing number of shops recognize the need for speed and flexibility in their workholding systems, and we’ve developed a number of vise styles and configurations to support that,” he said. “So aside from quick-change jaws and our own ball-style coupling system, there’s the possibility of using the top jaw as a pallet or incorporating the bottom half of the vise into a fixture. There are a lot of ways you can go, and there’s no reason to settle for the status quo.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
April 2019


