Don’t hack away at chatter problems
When chatter rears its ugly head, it's a good idea to look at your cutting tools.
Machine shops go to great lengths to eliminate chatter.
Dan Maloney, one of the writers of the blog Hackaday (www.hackaday.com), even went so far as to modify the electronic drive unit on his engine lathe to automatically oscillate the spindle speed in hopes of breaking up vibration. Maloney’s approach—attaching a 555 timer board that drives a relay to toggle the IO pins on and off—was somewhat successful, but it’s not practical for CNC equipment.
Also, his statement that “vibration is a fact of life in almost every machining operation” is questionable. Perhaps he’s right, but if you can’t hear it, who cares?
Still, when chatter does rear its ugly head, something must be done. Before breaking out the soldering iron and a 555 timer, it’s a good idea to look at your cutting tools.
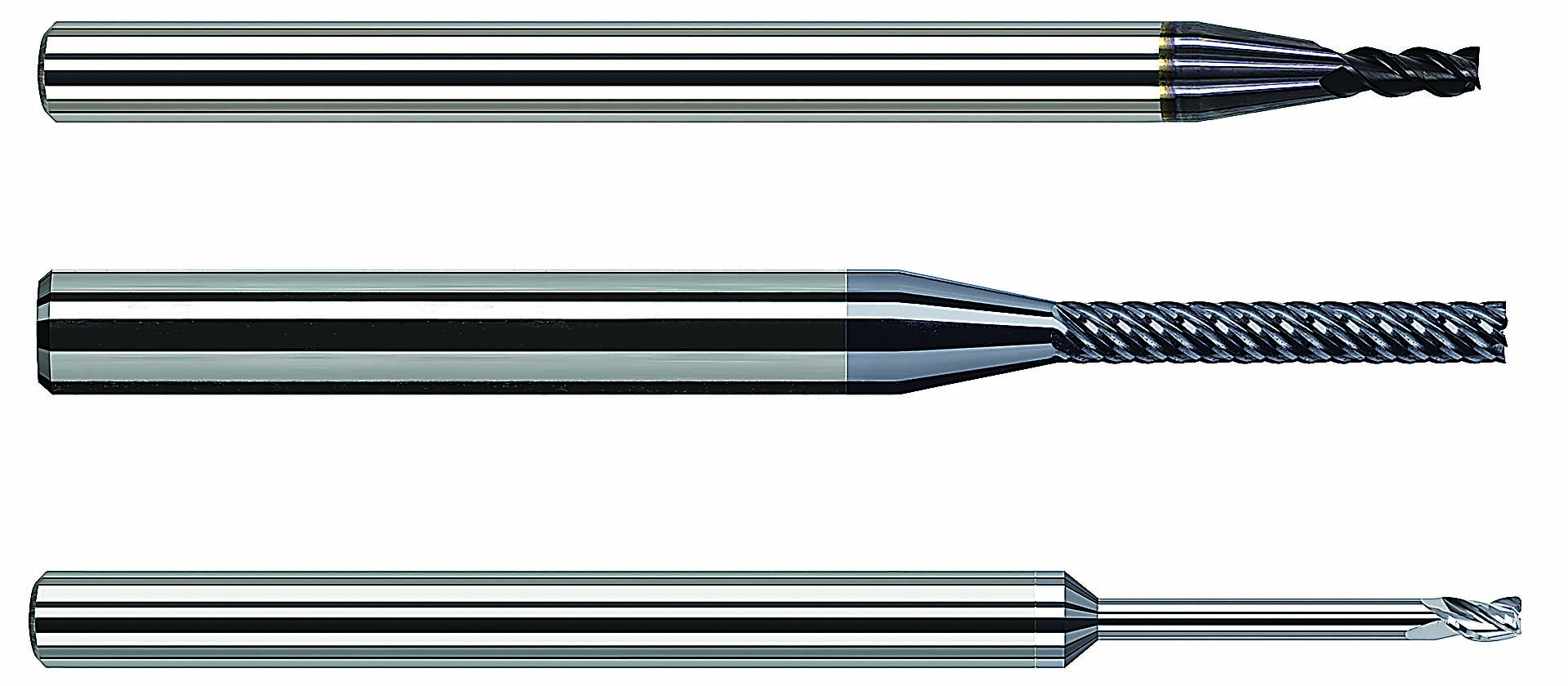
A sampling of the many variable-helix endmills available to manufacturers. Image courtesy of Harvey Performance.
Another blog, this one from Harvey Performance Co. LLC, Rowley, Mass., suggests that material-specific cutting tools are part of the answer.
For example, Chris Palmieri, production development engineer at Harvey Performance, said the geometry of an endmill designed for stainless steel differs from one used to machine aluminum. However, the same basic approach to chatter reduction applies in either instance—namely, varying the flute spacing and helix angles to break up the harmonics that lead to chatter.
“A variable-pitch tool assures that the time interval between two successive flutes contacting the material is never the same,” Palmieri said. “This actual amount of flute spacing is more a factor of endmill size rather than the material it’s designed for, however. A similar phenomenon occurs with variable-helix endmill geometry, where changing the angle slightly from flute to flute likewise serves to reduce chatter.”
Palmieri explained that, in either case, the geometry must also be based on the workpiece material—increasing the helix angle to allow for the aggressive feed rates used when cutting nonferrous metals, for instance. “That’s why it’s important to choose a cutter specifically designed for your machining application, especially where chatter is an issue.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



