Template for comparing machines
Machine Technology column for the October 2010 issue of Cutting Tool Engineering magazine.
In earlier columns, I described how to measure the dynamic characteristics of a particular milling tool in a holder and spindle, expressed as a frequency response function. The FRF is then used to produce a stability lobe diagram (Figure 1). The diagram shows which axial DOC and spindle speed combinations will result in chatter-free machining with that tool and holder in that spindle.
It is also possible to turn the scenario around and start with the desired cut, then produce a template against which the measured FRF can be compared. In principle, the template provides a way to quickly compare competing machine tools to find which ones can perform a planned job.
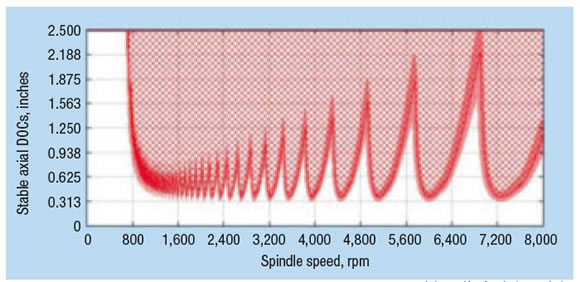
Figure 1. The shaded cutting conditions in this stability lobe diagram will cause chatter.
Figure 2. An example template for cutting a 10mm-deep slot in 7075 aluminum using a 4-flute tool at 20,000 rpm.
Let’s say the desired cut is a 10mm-deep, full slot in 7075 aluminum using a 4-flute endmill at 20,000 rpm. At least four ways exist to cut without chatter.
1. The combined tool, holder and spindle could be so stiff that a 10mm-deep slot is stable for all available spindle speeds.
2. The 20,000-rpm specified speed could be so fast that cutting a 10mm-deep slot is stable only over the far-right lobe in the stability lobe diagram.
3. The 20,000-rpm specified speed could be so slow that the process damping effect, which involves interference of the flank face with the vibration, stabilizes the cut.
4. The cut at 20,000 rpm and 10mm deep could fall into one of the stable zones between the stability lobes.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion