Burning Higher Volumes: General Industry Coverage
Better technology boosts use of EDMs for production applications.The phrase "high speed" has never been associated with EDMs. Relatively low cutting speeds have kept many shops from considering EDMs for production work. However, as EDMs' usable cutting speeds continue to increase and the machines keep evolving, part manufacturers are finding more production applications for electrical discharge machines.
Better technology boosts use of EDMs for production applications.
The phrase “high speed” has never been associated with EDMs. Relatively low cutting speeds have kept many shops from considering EDMs for production work.
However, as EDMs’ usable cutting speeds continue to increase and the machines keep evolving, part manufacturers are finding more production applications for electrical discharge machines. “As the machines got more capable, part manufacturers started applying EDMing more to production and designing parts that would lend themselves to wire EDMing,” said Jeff Gubbins, co-owner of Xact Wire EDM Corp., Waukesha, Wis.
Gubbins added that when he and John Dora established the EDM job shop in 1984, tool, die and mold makers understood the technology and therefore EDMed their low-volume work. In contrast, higher-volume manufacturers didn’t use the technology nearly as much, “mainly because the cutting speeds were a lot slower back then,” he said. “However, once an engineer is aware of what you can do with wire, he designs features into the parts and specifies tolerances so wire EDM is the way to make the part, and it’s easily made by wire EDM.”
Over time, production applications filled a larger percentage of Xact Wire’s workload, most of which consists of jobs with tolerances of ±0.0005 ” or tighter, Gubbins noted. That includes medical instruments that are not economically feasible—or even possible—to machine with more conventional methods, according to Gubbins.
Material, Volume Issues
In addition to parts for the medical industry, Dave Thomas, president of EDM builder Sodick Inc., Schaumburg, Ill., indicated that higher volumes of aerospace components are being EDMed. According to Thomas, that’s because EDMs can cut hardened and difficult-to-machine materials faster than relatively soft and easy-to-cut ones and therefore are used when the workpiece material doesn’t lend itself to conventional machining. “Aerospace and medical are the real growth industries as far as production EDMing is concerned,” he said.
Although the majority of EDM production runs are wire EDMed, Steve Bond, national sales manager for EDM products at distributor Methods Machine Tools Inc., Sudbury, Mass., noted that manufacturers are applying sinker EDMing more for production parts made of nickel-base superalloys, such as turbine engine components for the aerospace industry. “Die sinkers are burning out details that are complicated or hard to get to in traditional machining,” he said. “The details tend to be small, so machining time is not real long. That production is shifting to EDMs.”

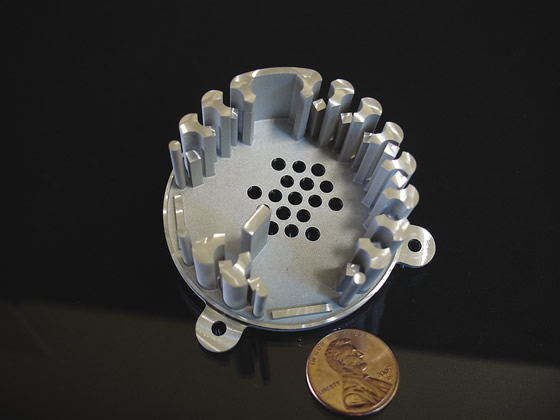
Courtesy of Xact Wire EDM
Xact Wire EDM produces an array of surgical instruments. The large block shows a good example of chaining and stacking.
What qualifies as a production run varies. “A high volume for an EDM would be lot sizes of 10 to 500,” Bond said.
Others feel higher volumes are appropriate—as long as they are not too high. Thomas noted that EDMing is suitable for the part volumes seen in the medical and aerospace industries, for example, but not for those found in many automotive applications. “It still could be a 24/7 operation, but I would say thousands instead of tens of thousands,” he said.
On the other end of the production spectrum are single parts with a repeating feature. For example, MGS Manufacturing Group Inc., Germantown, Wis., EDMs multiple cavities in molds for plastic-injection molding. “When you’re making 96 of the same cavity and trying to hold a couple tenths, it becomes high-precision production,” said Scott Spitza, MGS’ EDM manager. The majority of the molds are made of stainless steel and S-7 and H-1 tool steels.
Because the finished plastic parts produced with the molds MGS makes usually have tolerances of ±0.0003 “, Spitza pointed out that the moldmaker receives a tolerance specification of ±0.00015 ” and the machine’s tolerance typically needs to be half that. “It’s a trickle-down effect,” he said. “Everything keeps compounding as you build it.”
To enhance machine accuracy while reducing maintenance, Thomas said linear motors are standard on all Sodick EDMs. “We eliminated ballscrews, which are a mechanical drive and therefore can induce wear,” he said. “Especially if you’re in production and working constantly in the same area of the machine, a machine with linear motors can go longer without maintenance.”
Thomas added that ballscrews can cause inaccuracy after a year or two, especially when performing production applications and consistently working in the same area of the machine. In contrast, linear motors provide a noncontact, frictionless drive. Regardless of the number of hours a linear motor-driven EDM is run, Sodick reports that it provides a 10-year positioning guarantee.
Minimizing Recast
One barrier to using EDMs in production is that burning, or vaporizing, material to remove it creates the possibility of the material remelting onto the workpiece, known as recast. Manufacturers would have to completely remove recast from many parts, such as knee and hip implant components, so there’s no flaking of the material once inside a body, but EDM builders are developing technology that prevents recast from forming.
A new power supply on the Fanuc RoboCut iE wire EDM is a good example, according to Methods’ Bond. “Recast is virtually undetectable at 1,000× magnification in high-nickel alloys,” he said. “As a result, we’re breaking into areas we were never able to get into before.”
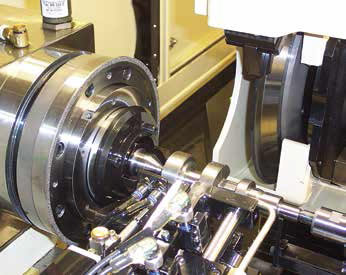
Courtesy of Methods Machine Tools
Methods Machine Tools designed and built this production EDMing cell, which uses a Fanuc robot on a rail to load a Fanuc wire EDM, an exeron sinker EDM and a Fanuc TrodeMaster graphite mill. The rack in the front left corner is for handling electrodes made on the mill for use in the sinker EDM. The rack in the back holds workpieces.
That includes turbine engine components, which previously were only broached or electrochemically machined at a higher cost per part than EDMing to avoid failure-inducing microcracking from the recast, according to Bond. He noted that refining the metal-removal spark by changing the technology in the power supply also imparts finer surfaces and increases cutting speed. Fanuc reports that it developed a method to isolate the lower arm power feed contact during skimming on the iE series machines. This significantly reduces stray capacitance during final skim cuts, according to the company. Additionally, the discharge pulse frequency is more than five times faster than Fanuc’s previous design.

Courtesy of MGS Manufacturing Group
Production EDMing can include producing a single part with multiple repeating features, such as this mold with 96 cavities.
In addition to boosting throughput, the higher speed reduces a drawback of wire EDMing: the creation of slugs, which can get trapped between the workpiece and the machine’s lower head. Rather than removing a slug, such as one for a 0.090 ” hole, a fast cutting speed allows a wire to take multiple passes around a feature, incrementally increasing in size until the final dimension is achieved and thereby obliterating the material, according to Gubbins of Xact Wire EDM. “Because the machines are faster, it makes more sense to do that.”
When a slug is too large to economically eliminate with that method, an EDM can be programmed to leave a thin web about 0.020 ” thick (or larger for large slugs) so the slug doesn’t drop, Gubbins added. Later, an operator can remove the slugs by auto threading the wire and continuing the cutoff while carefully monitoring the cut and then skim cutting the cavities.
After Dark
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion