Multi-Axis Access: 5-Axis Machining
Simplified application of five machining axes produces big cost savings in routine part making.
Editor’s Note: Click here for a video demonstration of pinch milling.
Simplified application of five machining axes produces big cost savings in routine part making.
Many shop owners believe 5-axis machining is an expensive, difficult-to-program technique meant only for highly contoured parts like aerospace turbines. However, there are ways of using 5-axis machines that are simpler and, in some cases, better than simultaneous 5-axis machining. For a deeper look at Maxing out multitasking: 5-Axis Machining, see this supporting resource.
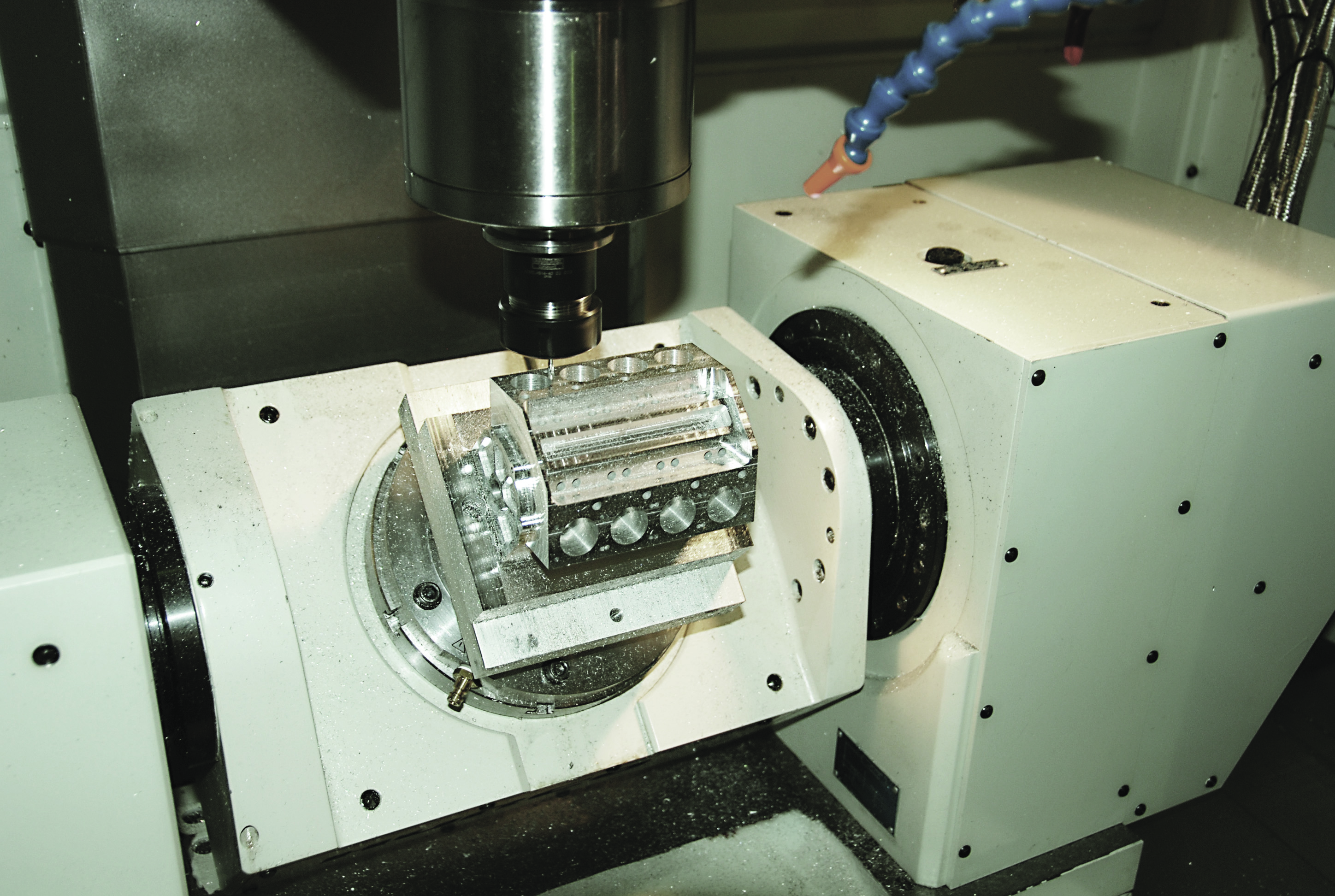
Courtesy of Makino
A trunnion/table arrangement, such as this one on a Makino F5-5XR VMC, permits drilling of angled holes without the need to employ a compound-angle drilling head.
For example, a more common application of 5-axis machines uses the two rotating axes to move or index the part into position, then performs the machining in the more familiar X, Y and Z axes. Compared to simultaneous 5-axis machining, “3+2,” or five-sided, machining can be accomplished without complex programming and can reduce labor cost and production time while maximizing quality, even when machining routine parts.
On a 3-axis machine, creating features on different sides of a part requires that a separate setup be performed for each side. In addition to consuming time and labor, changing setups increases the chances for fixturing errors. On a 5-axis machine, the part is clamped one time and then is rotated into a series of positions to machine each side without refixturing.
There are two basic 5-axis machining configurations: table or trunnion, in which tilting and rotating tables enable a fixed spindle to access more than one part side; and tilting spindle, in which using a tilting spindle and a rotating table together, or a fully articulated spindle alone, enables machining of multiple sides of a part.
Michael Cope, senior applications engineer for Hurco Cos. Inc., Indianapolis, said the first step in understanding five-sided machining is getting a clear idea of how the additional rotating axes are related to the linear X, Y and Z axes of a basic 3-axis machine. Visualizing the X, Y and Z axes as lines, he explained, the A-axis rotates about the X-axis, the B-axis rotates about the Y-axis, and the C-axis rotates about or under the Z-axis. Accordingly, a trunnion or table setup adds rotation in the A and C axes, while a machine with a tilting spindle and a rotating table adds rotation in the B and C axes.
Jim Endsley, product specialist for machining centers at Okuma America Corp., Charlotte, N.C., said a typical shop owner hears the term “5-axis,” assumes simultaneous 5-axis machining is involved and says, “I don’t do 5-axis.” Consequently, Endsley said he avoids using the 5-axis term altogether and describes five-sided machining techniques as “universal machining.”
According to Endsley, only 5 percent of the shops with 5-axis-capable machines actually use them for full simultaneous 5-axis machining; the rest, “if they are smart,” employ them in universal machining, or “what we affectionately call point and shoot: X, Y, Z, roll an axis, drill a hole.”
5-Axis Access
Cope said potential beneficiaries of five-sided machining techniques include any “regular job shop that is doing 3-axis work on multiple sides of the same part. They are able to reduce their setup time, especially the second time they run a job, because they only have to do the one part setup and then everything is taken care of in the program.” (See sidebar below.)
Part features help a shop decide if acquiring a machine with 5-axis capability will be worthwhile, according to John Nelson, applications manager at Haas Automation Inc., Oxnard, Calif. “Is it a rectangular or a square part, are there features on all six sides, or are there features at a number of odd angles?” he asked. “The need to get to more than just the top and bottom of a part will determine whether it will be a good 5-axis candidate.”
Bill Howard, vertical machining center product manager for Makino Inc., Mason, Ohio, indicated hydraulic applications, such as fluid manifolds, are excellent candidates for five-face machining, “where the part is just Swiss cheese with all kinds of angled holes and cross sections through it. You can use the tilt rotary table to set the part and create the compound angle, so you are straight-hole drilling as far as the machine is concerned. Otherwise, you’d be doing a heck of a lot of setup, or you would be using compound-angle drill heads, which can limit your speeds and feeds and often don’t have through-coolant capability.”
Courtesy of Hurco
Visualizing the additional rotating axes of a 5-axis machine in relation to the linear X, Y, and Z axes helps understand five-sided machining.
Another category of five-sided machining, Howard said, is what Makino calls “2+3” machining for die and mold applications. “Mold shops use the fourth and fifth axes to position the part and then use X, Y and Z axes to do the core and cavities,” he said. “Positioning the part provides better access to features and enables use of shorter, more rigid tooling, which can permit use of more aggressive machining parameters, shortening cycle times and producing better surface finishes.” More rigid tools minimize surface-marring vibration produced by using more aggressive cutting parameters. Howard also noted that rotating axes tend to be less accurate and rigid than linear axes, so setting and locking the rotating axes can enhance accuracy.
Programming Prowess
Programming toolpaths for 5-axis applications also has an intimidating reputation. However, Haas’ Nelson said, “If a shop is doing 3+2 machining, it is not difficult to set up five axes on a mill.” Some shops program machining of all sides of a part using only one work offset established in relation to the machine’s center of rotation, he noted. “Others will just rotate to a work plane, set a work offset for that side, index and rotate 90° and set another work offset. That makes programming simple for shops that can’t create 5-axis programs in their CAM system.”
Courtesy of Haas
For shops that can’t create 5-axis programs in their CAM system, performing 3+2 machining on a trunnion like this one on a Haas VMC simplifies programming of even complex parts.
Okuma’s Endsley agreed a 5-axis programming system is unnecessary for five-sided work. “All the less-expensive programming systems basically have two post-processors for a machine. They have a 5-axis simultaneous post, which is very expensive, then they have a 3+2 post that is inexpensive. Many shops are coding the programs in, standing at the control. The message is that it’s not rocket science.”
Cope described processing of a simple part, comparing operations performed on a 3-axis machine to those carried out on a Hurco VM10U trunnion-style machine. On the 3-axis machine, the part was clamped in a vise and reoriented for each of a total of seven operations. Because two special fixtures were needed to hold the part at two different angles, time to set up two of the operations was 90 minutes for each. With the VM10U, the process was reduced to two operations. The first involved drilling holes used to mount the part to the trunnion table, and the rest of the machining was completed in the second part clamping. Setup and loading time fell from about 5½ hours with the 3-axis machine to about 1½ hours with the five-sided setup. The process also optimized tool changes, reducing cutting cycle time from 20 minutes to 13 minutes.
Courtesy of Okuma
The multiple-axis machining concept can apply to lathes as well as milling machines. Okuma’s Multus series lathes are twin-spindle machines featuring an articulated 3-axis machining head adapted from an Okuma vertical mill.
In addition to providing time and labor savings compared to 3-axis machining, five-sided machining can offer advantages over 5-axis simultaneous techniques, according to Cope. One is speed. The maximum programmable feed rates of linear X, Y and Z axes are faster than those of rotary axes, while the speed of simultaneous 5-axis machining is limited by the speed of the slowest rotary axis.
Tool interference concerns can arise in a simultaneous 5-axis mode; the operator must ensure the tool extends far enough from the holder to reach features without interference and that the tool and holder don’t collide with other parts of the machine or the part itself. Five-sided machining simplifies the interaction of the tool, part and machine.
Of course, complex parts, such as aerospace engine blades and blisks, cannot be effectively manufactured without simultaneous 5-axis machining. And the continuous tool movement of simultaneous 5-axis machining can improve surface finish by eliminating the transition marks produced when a continuous contour is finished in two operations. Also, tilting a ballnose endmill to avoiding cutting on the center bottom radius of its nose permits more consistent control of chip load, extending tool life.
Trunnion vs. Swivel
Choosing table/trunnion or swivel-head setups depends on the application. For example, Cope said trunnion machines will usually offer better overall rigidity for heavy metal removal and are better at producing undercut features. In the case of the Hurco U-series trunnion machines, the part can be tilted 110° towards the front of the machine, providing 20° past vertical to perform an undercut operation. The swivel head on Hurco SR series machines, on the other hand, tilts ±92°, giving up some ability to perform an undercut, Cope said.
However, tilting-head machines can be a better choice when machining heavy workpieces. A trunnion’s weight capacity is somewhat limited because the tilting mechanism must bear the entire weight of the part as well as machining forces. On a tilting-head machine, the part sits flat on a rotary table or the machine table itself, and its weight is transferred straight down to the shop floor.
Machine tool builders are seeing increased interest in five-sided machining techniques, and are responding with products aimed at those applications. “We are seeing the growth of 5-axis in the smaller job shop areas,” said Makino’s Howard. “A major reason is that the technology is more robust and also more affordable.”
Courtesy of Hurco
On a trunnion-table style 5-axis VMC like this Hurco VM10-U, the part is clamped one time and then rotated into a series of positions to machine each side and various features without refixturing.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion