Small But Mighty: 5-Axis Machining
Courtesy of MakinoMore spindle power and torque enables Makino's latest 40-taper HMCs to tackle applications that previously would have required a 50-taper machine. Here, a machine equipped with an optional 300Nm spindle drives a 78mm drill for holemaking in class 35 gray iron.New technology opens up new applications for small HMCs.Horizontal machining centers with 400mm and 500mm pallets have taken the lion's share of the HMC market.
Courtesy of Makino
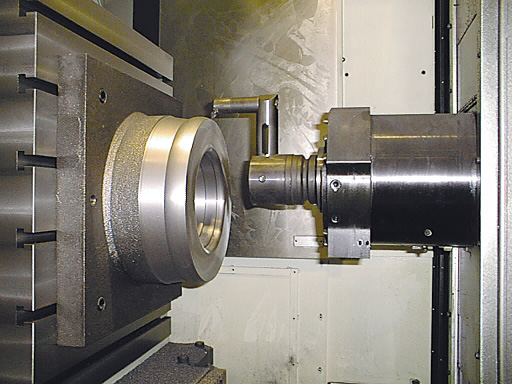
More spindle power and torque enables Makino’s latest 40-taper HMCs to tackle applications that previously would have required a 50-taper machine. Here, a machine equipped with an optional 300Nm spindle drives a 78mm drill for holemaking in class 35 gray iron.
New technology opens up new applications for small HMCs.
Horizontal machining centers with 400mm and 500mm pallets have taken the lion’s share of the HMC market. More than 64 percent of horizontal machines sold in the U.S. in 2009 had those pallet sizes, according to data from AMT—The Association for Manufacturing Technology.
“We knew machines with those pallet sizes make up the bulk of the HMC market in the U.S.,” said Dave Ward, HMC product manager for machine tool builder Makino Inc., Mason, Ohio. “Then we looked at the big challenges production-type shops are facing these days. They’re not competing with the shop across town or across the state. They’re competing globally, and the push from their OEM and Tier 1 and Tier 2 customers to really drive down per-piece costs is nonstop.”
With that recognition of competitive realities, Makino and other machine tool builders responded with a new crop of 400mm- and 500mm-pallet machines with 40-taper spindles that can tackle many applications that previously would have required a larger, heavier HMC with a 50-taper spindle. Making that possible are technologies ranging from optimized casting designs to more powerful spindles, roller bearing linear guideways and thermal management systems.
Adding to the machines’ productivity are pallet pools that enable lights-out or minimally attended operation. The smaller machines also have the benefits of lower capital, tooling and energy costs. “The reduction in tooling costs is about $40 per tool, and, by going to a 40-taper spindle from a 50-taper, you could be looking at 10 percent or more savings in capital costs per machine,” Ward said.
Energy cost savings could be even more substantial. DMG/Mori Seiki USA, Hoffman Estates, Ill., claims its NHX4000 and NHX5000 HMCs (400mm- and 500mm-pallet size, respectively) can achieve approximately a 40 percent reduction in total power consumption by reducing the number of motors in the machine compared to the conventional model, and by using an accumulator to enable hydraulic pumps to be turned off during machine standby.
More is More
Exemplifying the new breed of small HMCs are Makino’s a51nx and a61nx machines, which carry 400mm and 500mm pallets, respectively. Introduced at IMTS 2010, the HMCs have larger work envelopes than previous generations, improved casting designs and spindle and axis-guideway enhancements, the company reports.
Courtesy of Okuma America
Okuma’s new MB-H machines come with a 40-taper, 15,000-rpm or 20,000-rpm spindle and real-time thermal management capability for high-speed machining.
“A larger machining envelope allows users to get larger parts into a smaller machine and save capital and floor space,” Ward said. “And there are other savings connected to using a smaller machine. For example, it’s going to be quicker than a larger machine in terms of axis accelerations, rapids and ATC times.”
The new machines have 12 to 14 percent more usable machining volume than previous Makino HMCs with the same pallet size, Ward noted. “But you can’t just increase the stroke and say that’s good enough,” he added. “You have to maintain rigidity.” In one case, an optional tall column on the a61nx expands the Y-axis from 650mm to 730mm, adding 80mm of Y-axis travel. “If I want to use that stroke at the top of the work envelope, I need to look at construction of the bed, the column, the table—anything that could contribute to increasing rigidity,” Ward said.
DMG/Mori Seiki has also changed its machine designs to better accommodate larger parts—and the tools to machine them. “Let’s say you want to machine an engine block on a 500mm-pallet machine,” said Greg Hyatt, the machine tool builder’s vice president of technology. “Four-cylinder and V-6 blocks fit on the pallets and in the machining envelope, but historically, smaller machines couldn’t be used because the line boring of cam and crank bores could not be performed. The parts fit, but the machines’ ATC capability didn’t support tools that were long enough. So you had to purchase an oversize machine to obtain a toolchanger to support the deep boring and gundrilling.”
DMG/Mori Seiki’s NHX4000 and NHX5000 HMCs handle maximum tool lengths larger than the pallet size—and have enough travel to use it, according to Hyatt. “Previously, many machines didn’t have enough Z-axis travel to back up and get a long tool in front of a large workpiece without interference,” he explained. “So, by combining increased Z-axis travel with a larger ATC, we can single-pass bore a workpiece that completely fills the pallet.”
Need for Speed
It’s not just machining envelopes and ATC capacities that are growing for HMCs with 40-taper spindles. Spindle speeds, torque and horsepower are all on the increase, as are axis acceleration/deceleration and rapid traverse. Driving the need for speed is the desire of many users to do high-speed machining.
“HSM techniques are much more readily accepted and used than they were even 5 years ago,” said Jim Endsley, machining centers product specialist at Okuma America Corp., Charlotte, N.C. “Right now we’re in a kind of unique time when cutting tool and machine capabilities are just about equal. That combination opens a lot of doors for high-speed machining materials that previously required a 50-taper spindle—Inconel and titanium aircraft materials, for example.”
Endsley said Okuma designed its new line of MB-H HMCs, which come with 40-taper, 15,000-rpm or 20,000-rpm spindles, for HSM. The spindles have a broader torque curve than spindles that run faster than 20,000 rpm, which require high-frequency drives, he added.
Ward said the 40-taper spindles on Makino’s new HMCs feature 19 percent more torque and horsepower than previous models. “One of them in particular offers an optional 300Nm spindle that is challenging the perception that you can’t do heavy-duty cast iron machining on a 40-taper machine,” he said.
According to Dave Lucius, vice president of sales, North America for Methods Machine Tools Inc., a Sudbury, Mass.-based distributor of machine tools, automation, tooling, fixtures and QC products, the Matsuura HMCs it offers have always used high-torque spindles. “Everyone’s looking at what’s coming in terms of work materials—titanium alloys, for example—and torque is a key for productive titanium machining,” Lucius said. “We’re all keeping our fingers crossed that the [Boeing 787] Dreamliner will finally take off. When that happens, titanium machining will take off with it.”
Lucius said Matsuura’s H.Plus-300 machines have a 300mm pallet but feature a machining envelope more like that of a 400mm-pallet machine. “Matsuura spindles have always used a roller bearing in the top of the spindle to allow a tighter preload, and the spindle’s direct-drive design keeps heat away from the bearing,” he added. “When we advertise 30 hp we can give you a 30-hp cut, because we’re not consuming horsepower in the integral spindle.”
Structural Improvements
Effective HSM means more than just having a fast spindle, and the builders interviewed for this article have made improvements to their machine structures and other components to handle the added stress of HSM.
For example, many builders have switched from recirculating-ball-bearing linear guide ways to roller-type guide ways on their small HMCs. “In linear guides with recirculating ball bearings, there is only one point of contact between the ball and the guide,” Makino’s Ward explained. “Using roller bearings, each roller gives you a line of contact with the guide. The result is better weight distribution, improved vibration characteristics, better longevity and overall increased rigidity.”
They are also optimizing casting designs to maximize rigidity while minimizing moving mass. “If you’re moving a lot of mass from point A to point B at very high speed, you can easily overshoot point B,” Endsley said. “Normally, you try to correct that with software, but that’s a patch, not a real solution. So there’s a delicate balance between minimizing moving mass yet keeping enough in there to maintain rigidity and deaden any harmonics.”
DMG/Mori Seiki is offering two versions of its NHX5000 500mm-pallet machine that use different castings depending on whether the user chooses a standard 40-taper or optional 50-taper spindle, according to Hyatt.
“In the past, when we offered various spindle options, they used the same machine structure,” Hyatt said. “Now, the machine that gets the 50-taper spindle has bigger, heavier castings to handle the higher torque without overpowering the machine structure and causing instability and chatter.
“On the other hand, the 40-taper version has lighter castings, so the customer doesn’t have to pay for rigidity he doesn’t need,” he continued. “And, the lower mass allows higher accelerations. So the machines may look very similar, but in fact not only the spindles but the columns and beds are different.”
Beating the Heat
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion