Point and Shoot: 5-Axis Machining
Five-axis machining on a vertical machining center doesn't have to be complicated.
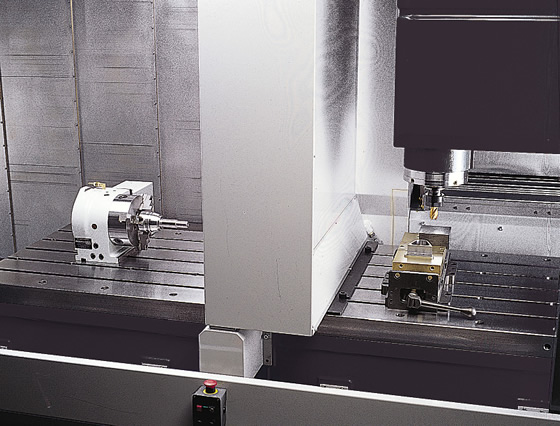
Courtesy of Mazak
A 5-axis approach for vertical machining centers that doesn’t have to be complicated and can boost productivity.
Mention “5-axis machining” to many manufacturing engineers and shop managers and their eyes either glaze over or widen in apprehension. And, it’s true that simultaneous 5-axis capability is really needed only for a relatively small percentage of the most complex workpieces, according to Jim Endsley, machining centers product manager for Okuma America Inc., Charlotte, N.C.
“We never use the term 5-axis,” Endsley said. “Worldwide, less than 5 percent of the parts produced require simulta-neous 5-axis machining.”
But consider a vertical machining center equipped with a tilting rotary table. Such a machine can handle five-side machining of prismatic parts, a far more common application than 5-axis contouring. The addition of the A and B axes allows shops to finish a variety of workpieces in a single setup, reducing cycle times and avoiding possible scrap or rework due to stack-up errors. And the machines themselves can be easier to program and less capital-intensive than equipment capable of simultaneous 5-axis machining using spindle movement.
For these reasons, Okuma prefers to talk to potential customers about “universal machining,” Endsley said. “That focus on what we call ‘point-and-shoot’ 5-axis work tends to keep their attention. You position the C-axis, position the A-axis, and you drill a hole. Then you roll to the next position and do it again, or do some milling or whatever operation is required. That’s true universal machining.”
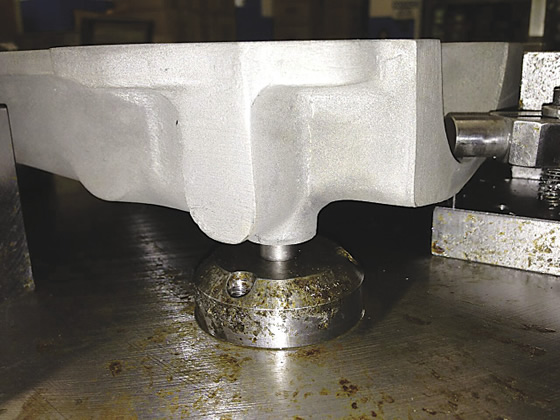
According to Endsley, 60 percent of parts machined worldwide also have a blind side—one that is not machined. “With a universal machine, that’s your locating point,” he said. “You can set that down on a table, roll the table around and attack five sides of that part. Again, that’s true universal machining—one setup and one complete part. “
Okuma’s MU VMC series is a good example of the types of machines that can be fitted with a tilting rotary table. They are sold with 400mm and 500mm tables to avoid potential accuracy issues associated with heavy workpieces. “As you get larger, the part weight can affect accuracy when you articulate the table,” Endsley explained. Okuma specs its tilt/rotary table accuracies at the maximum weight and, for table sizes of 800mm and 1,000mm, builds its Millac VH machines with articulating heads, he added. This eliminates any potential accuracy problems due to part weight.
Point-and-Shoot Drivers
Why should a shop that operates 3-axis VMCs add a 4th or 5th axis to its next purchase? Chuck Birkle, vice president of sales and marketing for Mazak Corp., Florence, Ky., advised taking a global view of the market for machined parts.
“How can a shop in North America differentiate itself from shops in countries with lower labor rates? Machining parts complete in one setup helps create value to remain competitive,” Birkle said.
He also believes supply disruptions and long lead times for castings and forgings are leading more shops to consider machining parts from solid, a type of application that lends itself to the point-and-shoot approach. “Forged and cast near-net-shape components are hard enough for some companies to get,” he said. “If you have a part with geometry that used to be cast in, you may be considering increasing the cycle time a little bit and machining it from solid. The potential gains are huge. For that kind of application, you would want five-side capability, but you wouldn’t necessarily need contouring capability.”
Mazak offers several options for 5-axis VMCs. Its new vertical Integrex J machines, for example, are multitask machines that don’t provide full contouring capability, Birkle noted.
“We also want to provide shops with some way to automate their process,” he continued. “The vertical Integrex machines have two pallet changers that can integrate with our Palletech system and can provide substantial capability for unattended operation. So you have not only five-side milling, drilling, tapping and turning, but all those operations are consolidated with all the pallets and fixtures right in front of the machine. So what might otherwise take up a lot of floor space is brought down to one discrete manufacturing area.”
VMC vs. HMC
According to Endsley, some shops might be weighing the choice of a 5-axis VMC or HMC. In that case, the selection is driven more by part volume, according to Endsley. “Productivity-wise, these machines can hang with a HMC up to about 35,000 pieces per year,” he said. “After that, load/unload becomes an issue on the VMCs. And, if you’re running over 35,000 pieces annually, it probably makes sense to invest in the fixturing you’d need for HMCs.
Courtesy of Chiron America
Switching from 3-axis and 4-axis to 5-axis Chiron machines enabled a Tier 1 automotive supplier to machine these power steering rack housings complete in a single clamping and hold position of the intersection point of primary bores on the part to ±40µm.
“But comparing apples to apples with a HMC at, for example, a 500mm pallet size, the first thing you need are two tombstones when you buy the HMC,” Endsley said. Those might cost $20,000 each, plus the expense for part-dedicated top tooling, including clamps and fixture plates.
“With universal VMCs, traditionally, you’ve got a stanchion that you made in the shop,” he continued. “It’s got a vise or other relatively inexpensive workholding device mounted on it, so I can spend maybe $2,000 on a universal fixture versus $40,000 for dedicated tooling on a HMC.”
4+1≠5
Doosan Infracore America Corp., Pine Brook, N.J., offers both standard C-frame machines equipped with tilting rotary tables and larger VMCs with fully integrated tilting rotary tables and 5-axis contouring capability. While there is a difference in capability between the point-and-shoot C-frame machines and the larger, full contouring VMCs, customers often choose based on the size of components they are machining, according to Ron Kilgore, machining centers product manager.
“Medical manufacturers, for example, generally produce relatively small but complex components,” Kilgore said. “They tend to go as small as they can and still make their parts, and they will choose a small C-frame machine with a tilt/rotary table because they want to save floor space. Aerospace customers, on the other hand, want a machine that has everything built in and that can handle large parts.”
An example of the latter type of machine is Doosan’s VC630/5AX, which combines a 630mm tilting rotary table with 5-axis contouring capability. Kilgore said Doosan is looking at extending the line in both directions with 800mm and 500mm rotary tables, but its C-frame machines with tilting rotary table and 4+1 CNC capability are probably a better bet for many shops. The phrase 4+1 refers to a 3-axis machine with a rotary table, with “4” being the X, Y and Z axes and the rotary table, and “1” being the tilt of the rotary table.
Courtesy of Okuma America
The MU400VA is typical of the “point and shoot” universal machines offered by Okuma. The MU series also includes a 500mm table machine.
Kilgore said VMCs with true 5-axis capability command a price premium of 20 percent or more over 4+1 machines. “It’s a different control, and it requires some specialized software features for simultaneous 5-axis, for example,” he said.
Shops that truly need simultaneous 5-axis capability also tend to want higher speed—and price tag—spindles, he added. “A lot of times they’re either cutting aluminum or taking skim-type cuts on tougher workpieces, such as turbine components, which requires a 15,000- or 20,000-rpm spindle.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion