The real cause of burn
Ask the Grinding Doc columnist Dr.
Dear Doc: I creep-feed grind slots in hardened steel and am constantly battling burn. Some days I can crank up the feed rate and grind without burn, but other times burn occurs even at a low feed rate. Why?
The Doc Replies: My customers think “grinding faster” is the primary cause of burn. Therefore, I first have them test for burn and chart burn severity vs. specific material-removal rate (SMRR). The SMRR is calculated by the following equations, both of which give results in mm2/sec.
Courtesy of J. Badger
Higher SMRRs are not always the cause of burn.
DOC (mm) × feed (mm/min.) ÷ 60, or 10.75 × DOC (in.) × feed (ipm).
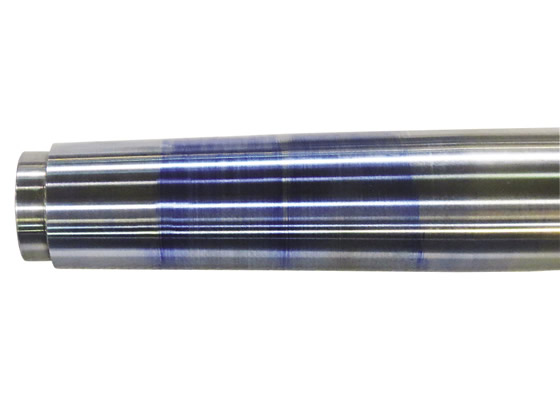
If you keep all other grinding conditions constant, burn should increase as you increase the SMRR. However, other factors play an even more important role than SMRR, and if these aren’t chosen correctly you’ll get results like those shown in the figure above, taken from a company flute-grinding HSS, which shows the severity of burn from acid cooking. Acid cooking is a process whereby the workpiece is boiled in hydrochloric acid to show the severity of residual tensile stresses.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion