Growth of customized workholding: General Industry Coverage
Metalworking is becoming increasingly specialized, with manufacturers of lathes and grinders offering a variety of capacities, bed lengths and other options. This promises the user the ability to create custom machining solutions to "meet any production need." While this is true to a point, standard options have their limits, and truly customized machines cost more and have extended delivery times.
Metalworking is becoming increasingly specialized, with manufacturers of lathes and grinders offering a variety of capacities, bed lengths and other options. This promises the user the ability to create custom machining solutions to “meet any production need.” While this is true to a point, standard options have their limits, and truly customized machines cost more and have extended delivery times.
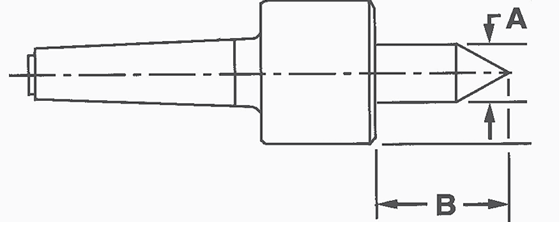
Figure 1. Live center modifications typically include point length (B) and diameter (A). All images courtesy Riten Industries.
However, the demand for unique production operations can frequently be satisfied by a simple custom-engineered workholding solution rather than an expensive dedicated machine. In my 26 years at Riten Industries, I’ve seen explosive growth in customer specials, which make up 40 percent of our sales.
It started years ago as a quote to provide extra tool clearance by changing the point length and diameter of a standard live center (Figure 1). Grinder operators also requested dead centers in nonstandard lengths and point diameters (Figure 2). This allowed grinding various part lengths, which saved setup time by eliminating the need to reposition the machine tailstock and recenter the machine. These types of requests led to the creation of a new production cell for specials. The relatively simple dimensional modifications to existing products were, for many years, the sole workload for the specials department.
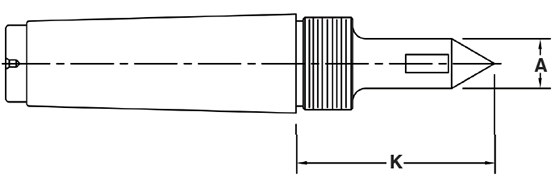
Figure 2. Nonstandard lengths (K) are a common request on dead centers for grinders.
As specialization increased, forward-thinking customers began to ask for quotes on one-of-a-kind workholding beyond the typical live and dead center modifications. As a result, the specials group had to add design engineering expertise to create affordable solutions that could be manufactured.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion