When the boring gets rough
END USER: Custom Machining Corp., (303) 762-0333, www.cmc1.net.CHALLENGE: Reduce the time to rough bore bearing pockets.SOLUTION: Twin roughing heads.SOLUTION PROVIDER: BIG Kaiser Precision Tooling Inc., (888) 866-5776, www.bigkaiser.com.
END USER: Custom Machining Corp., (303) 762-0333, www.cmc1.net.
CHALLENGE: Reduce the time to rough bore bearing pockets.
SOLUTION: Twin roughing heads.
SOLUTION PROVIDER: BIG Kaiser Precision Tooling Inc., (888) 866-5776, www.bigkaiser.com.
Purchases of rough boring tools rarely jump off the pages of a budget. After all, the tools perform what might be the most-routine, least-risky step in the holemaking process. That’s why many shops consider roughing tools just another commodity.
For a long time, Custom Machining Corp. was no different. The company builds and supplies end lining machines for major canning manufacturers out of its 25,000-sq.-ft. (7,620-sq.-m) Englewood, Colo., facility. The bases of these machines are 45 “×35 “×35 ” (1,143mm × 889mm × 889mm) pieces of steel with bearing pockets 6 ” to 9 ” (152.4mm to 228.6mm) in length and ±0.0003 ” (0.0076mm) tolerances.

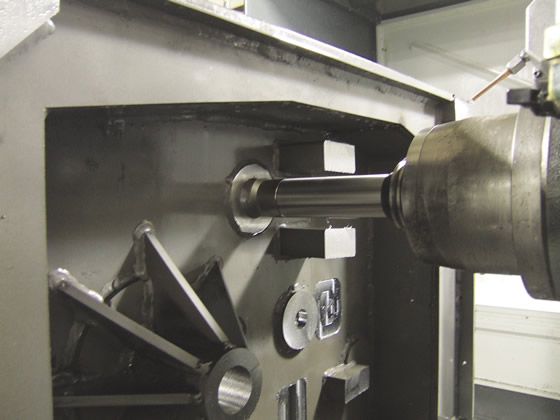
Custom Machining applies Kaiser SW series twin roughing heads (top) to efficiently bore bearing pockets. Images courtesy BIG Kaiser Precision Tooling.
Last year, Shop Forman Siggi Sigurdsson met another shop’s owner at an industry event outside Chicago. That shop was roughing similar bearing pockets, but in a very different way. Instead of ramping with a facemill and interpolating for hours to open the pockets, the shop owner explained how he was applying Kaiser SW series twin roughing heads from BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill., to do the job.
“He told me how quick he was doing it and I thought, ‘Wow, that would save me a couple hours a base, at least,'” Sigurdsson recalled. “It wasn’t about a better way to remove material. What we could do with that extra time is where my mind went.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion