Setting the table: Drilling Performance
Table-type horizontal boring mills add versatility to machine shops.
“Huge.” That’s probably the first word that springs to mind when thinking of horizontal boring mills (HBMs). At their largest, the massive machine tools can have a work envelope with a length of more than 50 ‘ (15.24m), dominating a huge chunk of floor space. However, gigantic floor-type HBMs aren’t the only option. Smaller ones with rotary tables add versatility to a shop while using considerably less floor space than their bulkier brethren.
“The smallest one we offer is a table-type machine with a footprint of 3m × 3m (9.84 ‘×9.84 ‘), with a travel of about 1.2m (3.94 ‘),” said Joe Vidmar, service manager for machine tool builder Toshiba Machine Co. Canada Ltd., Markham, Ontario. “A lot of our customers are job shops, and whatever comes through their doors goes on a boring mill at some point in the manufacturing process.”
More Than Boring
A horizontal boring mill, despite the name, is capable of more than just boring. According to Bob Connors, vice president of sales and marketing for United Precision Services, a Cincinnati-based distributor of Union machine tools, a range of HBMs are available, including table, planer and floor types.
Table-type models typically include a rotary table. A compound slide is used to move the rotary table in the X and Z axes. Once X-axis travel needs exceed 100 ” (2.54m), Union moves to a planer-type design, which has a full bed under the X-axis.
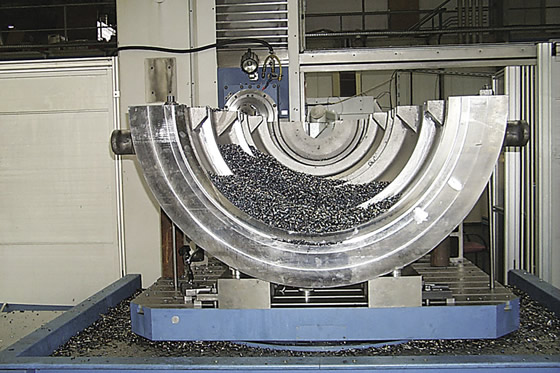
A valve component is machined on a Union T&K table-type horizontal boring mill.
“With planer-type machines, if you’ve got 10 ‘ of X travel, you’ve got a bed that’s 10 ‘ long to support the table as it moves,” Connors explained. “To achieve Z-axis movement, planer-types move the column rather than the table. That’s a more robust design, because you don’t have the compound slide, which is limiting.”
On a traditional table-type HBM, the saddle—and hence travel—is usually limited to the size of the bed. By eschewing the rotary table, planer designs typically travel about 4m (13.12 ‘). Beyond that, floor-type designs use a moving column for all axial travel.
Because of the nature of the design, all small horizontal boring mills are table-type, Connors noted, because the limitations of the table are outweighed by the flexibility it offers when machining small parts. This flexibility allows a table-type HBM to function like a horizontal machining center.
“If you look at HMCs, you’ll see a standard 630mm pallet, then an 800mm pallet, then a 1,000mm pallet,” he said. “Our boring mills pick up where the HMC leaves off. Applications would be similar—typically prismatic parts—but boring mills are outfitted with an integrated rotary table, similar to an HMC, which gives you access to four sides of the part.”

Toshiba offers a full range of table-type boring mills for various applications, including the BTH-110.R18, developed to provide machining center flexibility, according to the company.
Many United customers run machining center-style parts on an HBM because of its larger work envelope, he continued, although the unique capability of an HBM is the W-axis—an extendable quill, or spindle bar. The quill diameter determines the size of the work envelope, with the smallest machine United sells being the Union T-110, which has a 110mm (4.331 “) spindle bar. The machine’s work envelope is 80 “×63 “×60 ” (2.032m × 1.600m × 1.524m), with 22 ” (0.559m) of Z-axis spindle travel.
The quill diameter determines work envelope size because the rigidity of the quill determines how far it can be extended, according to Toshiba Machine’s Vidmar.
“On the 110mm boring mill, the quill extends up to 0.5m and not much more, because performance decreases drastically past that point,” he explained. “The larger the quill diameter, the longer it can extend, but also the more chance of it causing interference from the extra bulk.”
The advantage of a quill is that it gives a machine more reach by bringing the tool closer to the part without relying on tool extenders, Vidmar continued. On an HBM, it is easy for the tool to reach whatever workpiece faces are closest to the edge of the rotary table, but it can be hard to access features closer to the table’s center. “The quill gives up a little bit of rigidity in the tool, but you gain flexibility in terms of the parts you can make,” he said.
Flexible Flyer
That flexibility allows job shops like Superior Machining Ltd., Concord, Ontario, to perform a range of work on one machine. Superior has several HBMs, including a Toshiba BTD-200QF table-type mill, which has a 1m × 1m (3.28 ‘×3.28 ‘) rotary table. The shop uses the mill to drill, tap, high-feed mill, endmill and, of course, bore, according to President Dan Boaretto.
“The smaller machine is extremely useful because you can reach the center of the table quite easily,” he explained. “If you put a small part on one of our larger tables, it becomes very difficult to reach some of the features—the table size will actually interfere with the Z-axis movement.”
A smaller rotary table, Boaretto continued, allows a part to be placed on the table and reached on all sides, while the quill allows the tool to reach internal faces by extending the W-axis. “You can stack up tooling on a machining center, but when you have a quill, that’s about as rigid as you can get for those applications. It’s just a solid bar that lets you reach farther from your spindle face.”
Pretty much anything that will fit on the table can be machined, Toshiba Machine’s Vidmar said. “Mold shops are a great example,” he said. “They will use a boring mill to rough mold cavities, complete side work, like mounting holes and waterlines, and drill, tap and square up the mold. Virtually everything but high-speed finishing operations can be done on a boring mill.”

A Toshiba BTD-200QF HBM mills an inlet wall for a turbo compressor.
Granted, a vertical machining center might technically be able to perform more tasks in a smaller footprint than a table-type HBM, but machining large parts on a VMC presents issues, according to Dale Hedberg, Feeler product manager for Methods Machine Tools Inc., Sudbury, Mass.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion