Selecting surface-hardening methods: General Industry Coverage
The choice of selective suface-hardening methods depends on workpiece size, shape material and application, but they can be grouped in two main categories: thermal and mechanical.

Thermal and mechanical methods can increase a part’s surface hardness while leaving the inside ductile.
When manufacturing a steel part, sometimes “hard” just isn’t hard enough. Maybe it’s a pin, a joint or an implant barb, but some high-stress areas of the part must be just a little more wear-resistant than others.
“The reason to increase the hardness of a part is so it will wear longer and resist indentation,” explained Andover, Kan.-based consultant and author LaRoux K. Gillespie, Ph.D. “Surface hardening has one advantage over through hardening, which is that the center of the workpiece remains soft and ductile, so the piece won’t break. You get the wear resistance, but because it gives a little, the part will last longer.”
The choice of selective surface-hardening method depends on workpiece size, shape, material and application, but there are two main categories: thermal and mechanical. Thermal hardening uses heat, sometimes in combination with chemicals, to alter the part structure; common methods include induction heating and laser hardening. Mechanical methods, such as shot and laser peening, use physical force to compress the surface and create residual compressive stresses that penetrate below the surface.
Hot, Hot, Hot
According to Gillespie, induction heating is common, but part geometry determines when it can be used.
“Say you’ve got a cylinder and you want to harden a small area of that cylinder,” he said. “You’d basically take a loop of a conductive material, usually copper, put the cylinder through the center of the loop and turn on the current in the loop. The induction currents quickly heat the surface.”
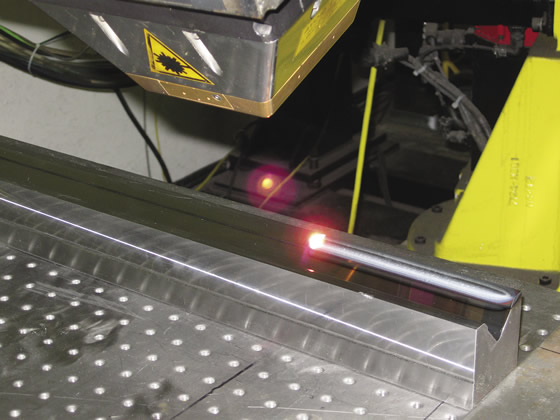
Courtesy of Titanova
Laser hardening works by heating the metal fast enough to defeat conduction cooling as the beam passes over the surface.
The hardening is achieved through rapid cooling, he continued, which occurs when the heated portion is quickly quenched. This changes the molecular structure of the material. If the workpiece is not quenched, the outer surface will temper, or become more ductile.
Peters’ Heat Treating Inc., Erie and Meadville, Pa., offers several forms of heat treating, including induction hardening, carburizing and nitriding, which can be used to achieve selective surface hardening, according to Operations Manager Nathan Bahurinsky.
“We do a lot of induction hardening for our customers in the steel stamping industry,” he noted. “They obviously want the business end of the stamp to be very hard and very wear-resistant, something that won’t deform, but, at the same time, they want the back end to be able to mushroom out a bit to absorb some of the impact.”
To meet these goals, the company will harden the whole part to the customer’s specifications, then use an induction coil to temper the back end to about 20 HRC points lower than the rest of the stamp.
Carburizing is a deep-casehardening process that penetrates from 0.030 ” (0.762mm) to 0.060 ” (1.524mm), Bahurinsky explained. The process introduces additional carbon into the case through heating to around 1,700° F (927° C), followed by oil quenching. The process results in a hard wear surface, but the tempering results in some deformation, necessitating additional finish machining.
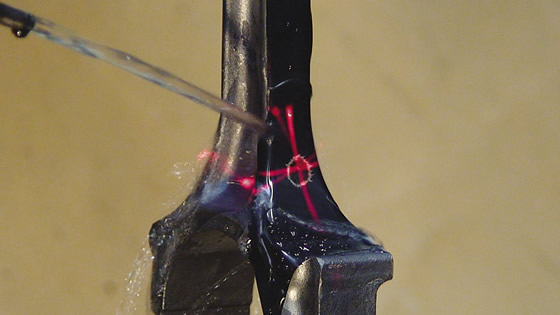
Courtesy of Titanova
Laser peening uses pulsed light to create explosions on a part surface (right), deriving its benefit by driving residual compressive stresses deeper into the material than is possible with shot peening. Water (left) is applied to the treatment area in order to increase the shock pressure developed by the explosion.
Nitriding, on the other hand, is a shallower casehardening method, penetrating 0.003 ” (0.0762mm) to 0.012 ” (0.3048mm), and is accomplished at 1,000° F (538° C). It can make the part extremely hard with minimal deformation, he said. The result is achieved by diffusing nitrogen into the surface of the metal via three different methods: gas, salt bath and plasma. In gas nitriding, a heated part is exposed to a nitrogen-rich gas, typically ammonia, which diffuses onto the surface to create the nitride layer. Salt-bath nitriding uses a solution of nitrogen- containing salt, such as cyanide salt, while plasma nitriding uses an intense electric field to ionize the gas—usually pure nitrogen.
For the past 8 years, Peters’ has offered Nitreg, a patented gas-nitriding system that allows a higher degree of process control than the salt-bath method, and at a lower cost than the plasma method. In either carburizing or nitriding, the part is exposed to a gas. Paint is applied to sections of a part to block the gas from contacting the metal, preventing the reaction and allowing the gas to selectively harden sections of the part not masked by paint.
The best method for selective surface hardening depends on what the part will be used for, Bahurinsky said. “Nitriding, for example, can create a brittle surface, but it offers very high hardness, so it works best when you have a high base hardness on the material, and then you can finish the part with nitriding once there’s no further machining to be done. That way you wind up with an extremely hard surface finish, up to 65 HRC, on a part that’s already fairly resilient. Carburizing is good for a deeper case, but it still leaves a more pliable core than through hardening, so you’ve got hardness of 58 to 60 HRC on the outside running a couple thou. deep, and the part will bend rather than break under pressure.”
Laser Accuracy
Laser hardening also uses thermal principles to achieve the desired surface hardness, but the process differs greatly from conventional heat treating. For one, a laser is extremely localized—only the area covered by the beam is affected—and the process relies not on increasing the carbon content, but on changing the crystalline structure in metals from ferrite to much-harder martensite.
“The advantage of laser is that you can harden exactly where you want, and you can control the energy output so that you can achieve exactly the case that you need for a given application,” said John Haake, president and founder of Titanova Inc. “That gives you the greatest possible control over distortion of any surface-hardening method. With any heat-treating process, there is always distortion, but when using lasers, not only are you achieving the lowest amount of distortion possible, but that distortion will come out the same on every part in a batch, meaning you can factor in the distortion when designing a part.”
The St. Charles, Mo.-based company uses high-power diode lasers, both direct and fiber-coupled, to heat treat parts. The laser heats the surface of the metal so quickly that it defeats conduction cooling, Haake explained. “If we’re working with carbon steel, what happens is we heat the metal faster than it can cool until you reach the austenitic temperature. So, the beam raises the surface temperature to around 1,800° F, and when the beam passes over the area, conduction cooling is suddenly able to take effect, which quenches the area.”
Lasers can also handle cases as shallow as 0.010 ” (0.254mm) and as deep as 0.100 ” (2.54mm) and work on complex geometries; rather than creating a new induction coil for each new shape, the operator simply reprograms the machine. However, the precision of lasers can be a double-edged sword due to a condition called back temper.
“Let’s say you’re heat treating a rod,” Haake said. “With induction, you could just pass the whole part through a coil and it will harden the entire surface, but a laser beam has a finite width, which means you’ll need to spiral down the length of the rod, creating multiple paths. When that happens, you wind up back tempering a small width of the most recent path of the spiral, where the two paths overlap.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion