So cool it’s crazy
Solid-carbide end mills with unique cooling channels to enable significant productivity gains.
The poor heat conductivity of stainless steel, titanium, cobalt-chrome and nickel-base alloys makes them difficult to machine and causes a cutting tool to become extremely hot when machining them. To prevent that heat from prematurely damaging a tool’s cutting edges when machining these challenging materials, coolant must be applied, according to Mikron Tool SA Agno.
As a result, the Swiss toolmaker developed the CrazyMill Cool solid-carbide endmill with internal cooling channels that are large in relation to the cutting diameter, noted Markus Schnyder, Mikron founder and president. The design provides a high-volume coolant flow rather than a high-pressure stream to remove heat from the cutting zone while clearing chips to prevent recutting them and damaging the tool. The recommended coolant pressure is from 400 to 500 psi (29 to 35 bar).
Courtesy of Mikron Tool
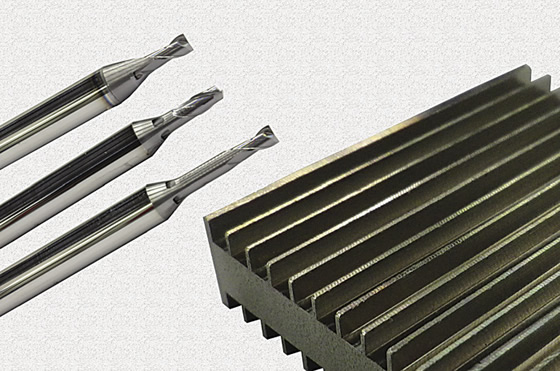
Three versions of CrazyMill Cool through-coolant milling cutters are available for different maximum milling depths from 1.5 to 5 diameters deep.
“We have seen that using more than 1,000 psi makes no sense, because there is no change in the results,” he said, noting the coolant keeps the tool/workpiece interface below 1,112° to 1,292° F (600° to 700° C)—the “green range.”
The tools have three to five channels, depending on the cutter diameter. The diameter range is from 0.3mm to 6mm (0.012 ” to 0.236 “). “We think we could start at 0.1mm,” Schnyder said, “but we are not there yet.”
Because the cooling channels are optimally sized to achieve maximum flow, standard coolant filtration of 10µm to 15µm (0.0004 ” to 0.0006 “) is suitable, according to Alberto Gotti, who’s in charge of R&D at Mikron.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion