Mega-Multiplex: 5-Axis Machining
Heavy-duty multitask machine tools provide numerous benefits for producing large, complex components -- when the application is right.

Courtesy of Starrag
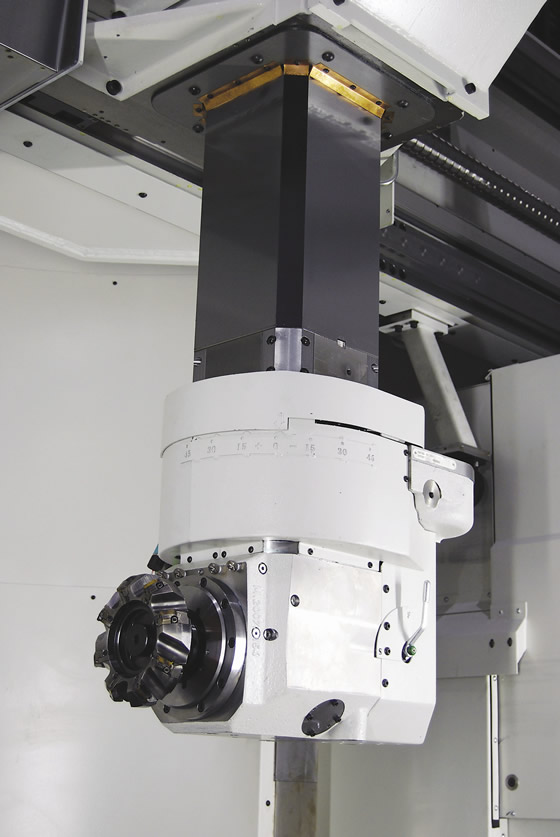
The Droop+Rein high-speed, multifunction machining center from Starrag has an additional turning table and performs 5-axis machining with a fork-type head.
Heavy-duty multitask machine tools provide numerous benefits for producing large, complex components—when the application is right.
Some metalworking terms are hard to pin down: “high-performance cutting tools,” “micromachining” and “high-speed metal removal” mean different things to different people. “Heavy-duty multitasking” is another elusive term.
Peter Beyer, director of product strategy and development for machine tool builder Fives Giddings & Lewis, Fond du Lac, Wis., indicated the starting point for “heavy-duty” spindle power is roughly 37 kW (50 hp). “In the minds of most people, that’s a heavy-duty or high-power machine.”
Workpiece size also comes into play. “We consider Giddings & Lewis to be a supplier of machine tools for large parts and we start around 1m,” Beyer added.
Richard Parenteau, director of application development at Methods Machine Tools Inc., concurred that machines accommodating workpieces 1m (39.4 “) in length and longer qualify as heavy duty, as well as those with a 12 ” (304.8mm) and larger chuck. The Sudbury, Mass., machine tool supplier offers, for example, the Nakamura-Tome Super NTXL multitask machine, which handles parts up to 2m (78.7 “) long and 15.5 ” (393.7mm) in diameter. (See photo below.)
He placed the B-axis power requirements in the 25- to 30-hp (18.4 to 22.1 kW) range. “That’s certainly more than adequate to do the kind of milling that needs to be done,” Parenteau said.
Other offerings extend the workpiece size capacity, such as the Multus B750 multifunction horizontal lathe from Okuma America Corp., Charlotte, N.C. (See photo on below.) The multitask machine provides up to 6m (19.7 ‘) of bed length and has a maximum turning diameter of 1,050mm (41.34 “) and a 50-hp milling spindle.
“When you get into multitasking, builders typically have to make some compromises,” said David Fischer, product specialist for Okuma. “The goal of the Multus was to not make those compromises. We designed it so the milling capability would be the same as one of our large horizontal milling machines and the turning would be comparable to our large turning centers.”
That’s achieved, in part, by starting with a heavy-duty, cross-ribbed cast iron base as the rigid foundation, Fischer explained. “You can have a very powerful milling spindle but if you don’t have the iron to back it up, you create problems because you start moving the column or B-axis around.”
Eye on Applications
The large parts produced in these massive machines cut across a wide swath of industries, but components for energy extraction and generation are common. They include housings for fracking pumps, wind turbine parts and valves and shafts for oilfields.
Those workpieces are often high-strength materials, such nickel-base alloys, which require a machine with high torque in the main spindle that can also impart fine surface finishes and achieve tight form tolerances, said Georg Hanrath, executive vice president of Starrag AG, Rorschacherberg, Switzerland. (Starrag USA Inc. is located in Hebron, Ky.)
One option the machine tool builder offers for meeting these requirements is its horizontal machining centers with facing heads, as well as vertical turning machines with payload capacities from 20 to 350 tons for making parts such as power generator housings, Hanrath added. “Besides the main application, turning of the assembled housings, the flanges between the housing parts must be milled and bored with high accuracy.”

Courtesy of Methods Machine Tools
The Nakamura-Tome Super NTXL multitask machine handles parts up to 6.56′ long and 15.5 ” in diameter.
For vertically aligned arts, Fischer emphasized aerospace applications. “A lot of the aerospace parts aren’t long, but they’re big in diameter and can be very complex.”
The type of workpiece materials also runs the gamut, but their hardness tends to peak at about 55 HRC for these large, multifunction applications, according to Parenteau.
“Large, heavy parts might be casehardened to prepare for multitask machining,” said Dale Hedberg, Feeler product manager for Methods Machine Tools Inc. “However, heat treating these parts is typically not required for multitask operations.”
Multitask Menu
Parenteau added that parts machined via heavy-duty multitasking are predominantly ground after heat treating, but not on the same machine. Many customers ask Methods about grinding on multitask machines. Machines that have B-axis spindles with a maximum speed from 8,000 to 12,000 rpm are capable of grinding, but he noted the machines aren’t designed for the swarf that grinding generates. “That can create maintenance and warranty issues for the machine. You can do it, but we don’t endorse it,” he said, adding that it would require an expensive filtration system designed for grinding swarf and probably a centrifuge to remove the grinding partials. “With a proper system, we would support the machine warranty.”
On the other hand, Giddings & Lewis offers a grinding attachment on its vertical lathes for customers who want to impart fine finishes without tool marks and enable size control that turning might not provide, Beyer said.
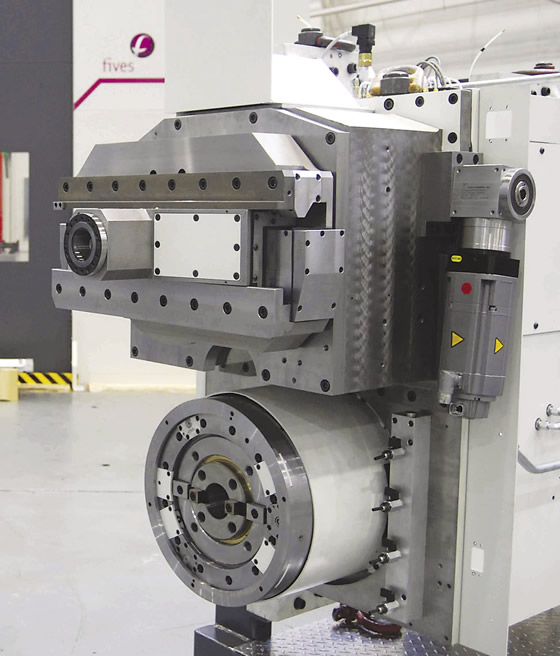
Courtesy of Fives Giddings & Lewis
Fives Giddings & Lewis’ Y-axis attachment brings off-centerline turning, milling, drilling and tapping capabilities to its vertical turning centers.
In addition to grinding, as well as milling, on its multifunction vertical turning lathes, Starrag also offers polishing capabilities, Hanrath noted. Other Starrag options include grinders that can turn and drill, and machining centers with optional microforging.
Multitask machines of all sizes are commonly called mill/turn machines, but that doesn’t necessarily mean the milling and turning tasks are equally divided. According to Hedberg, multitasking means primarily turning and some milling. “A few of the traditional milling machine manufacturers have tried adding turning capabilities with limited success,” he said. “The greatest success is with turning centers that add milling capabilities.”
Giddings & Lewis, for example, enables off-centerline turning, milling, drilling and tapping on its vertical turning centers with a Y-axis attachment that combines a C-axis head with a table and X- and Z-axis motions. “This is an affordable way to reduce setups and free up machine time on the horizontal machining centers and boring mills that used to be required to produce these same features on turned parts,” Beyer said.
In addition, the machine tool builder offers an extended-range contouring head for its horizontal boring mills to produce large, turned features with a repeatability of ±0.005mm (±0.0002 “) and an accuracy of ±0.015mm (±0.0006 “).
“If the percentage of turning versus milling is small, or the part is highly unbalanced or difficult to fixture, it makes more sense to do turning operations by spinning the tool on a boring mill than by spinning the part on a lathe,” Beyer explained, noting most parts produced on a multitask machine are predominantly turned or predominantly milled.
Benefits for Big
While getting a part of any size done in one setup on a multitask machine provides numerous advantages compared to producing it on multiple machines, minimizing part movement is particularly attractive for big pieces with complex features. A key benefit of heavy-duty multitasking is reducing nonproductive time due to part changeover, according to Hanrath. He noted setup times for parts weighing more than 50 tons with high accuracy requirements can consume a full shift.
Hanrath said the other main benefit is reducing part inaccuracies caused by clamping errors, because single setups permit machining features with significantly tighter feature-alignment tolerances. “Moreover, features often should be created in the orientation in which the part is later used to avoid the influence of part deformations.”
Okuma’s Fischer concurred that a machine operator must be highly skilled to avoid misaligning or scrapping a workpiece when moving it from machine to machine using a conventional process, and handling a large, heavy, cumbersome part multiple times creates opportunities for additional errors. “You don’t want to kill a part because the operator didn’t clock it properly, and setup times can be huge because you’re just doing one or two parts in a lot of cases,” he said, adding that machining a part in a single machine eliminates those potential problems.
Courtesy of Fives Giddings & Lewis
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion