X-ray specs: Medical Manufacturing
X-ray scanning a part with internal features is useful because it creates 2-D images of those features in a nondestructive manner. Industrial computed-tomography, or industrial CT scanning, which is based on X-ray scanning technology, takes it a step further by providing a complete 3-D view for internal and external analysis.
X-ray scanning a part with internal features is useful because it creates 2-D images of those features in a nondestructive manner. Industrial computed-tomography, or industrial CT scanning, which is based on X-ray scanning technology, takes it a step further by providing a complete 3-D view for internal and external analysis.
The 3-D part scans are typically used for part-to-CAD deviation comparison, defect and porosity analysis, internal assembly analysis, first-article inspection layout, verification of key product characteristics and geometric dimensioning and tolerance (GD&T) analysis to meet production part approval process (PPAP) requirements.
“CT scanning is the only technology in the world where you can nondestructively see inside your nonhomogenous part in a full, 3-D volumetric way,” said Ben Connors, inspection services manager for North Star Imaging Inc. (NSI), Rogers, Minn., a provider of X-ray and CT scanning services and machines. “If you have an assembled component and need to see inside, that’s where CT scanning really shines.”
Jesse Garant & Associates Metrology Center provided a brief animated view of various computed-tomography (CT) scanning analysis systems.
Jesse Garant, president of Jesse Garant & Associates Metrology Center, Windsor, Ontario, cautioned that with underpowered systems or unqualified machine operators, assemblies of mixed materials are difficult to scan because of changing X-ray path lengths and the defraction properties of photons. He added that for scanning metal parts larger than 1½ ” in diameter, a standard 225kV system is inadequate because it is not able to fully penetrate the part with X-ray beams. Therefore, the CT scanning service company purchased a 450kV cone-beam system for $1.1 million to collect high-quality data and maintain scan accuracies while meeting customers’ internal-resolution requirements, according to Garant.
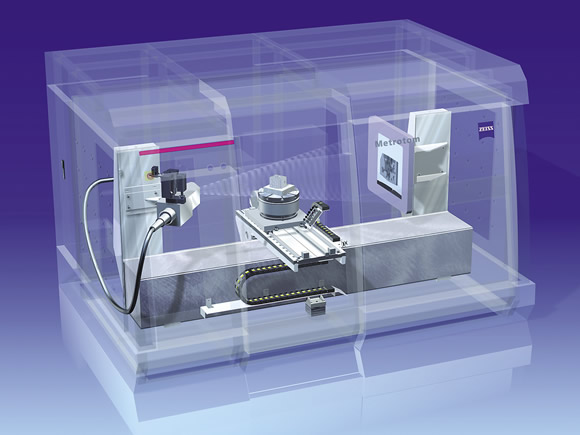
Courtesy of Carl Zeiss Industrial Metrology
In an industrial CT scanning machine, such as the Zeiss Metrotom, a tube generates X-rays that penetrate a part while it rotates on a stage. An X-ray detector on the other side of the part absorbs and interprets the X-rays.
“Our new system is primarily being used for solid metal parts 5 ” in diameter or less or for mixed-material parts 24 ” in diameter or less, where clients are seeking an internal resolution of 100µm or less,” Garant said.
Connors used the analogy of an airport X-ray baggage scanner to explain the primary benefit of CT scanning. The 2-D X-ray shows, for example, shoes with a carry-on bag but doesn’t distinguish whether the shoes are on top, inside or underneath the bag. This is because there is no depth of field, which a 3-D dataset from CT scanning provides. “If you have 50 wires stacked on top of one another, you can’t see the difference in each wire until you make a 3-D dataset,” he added.
An industrial CT scanner has three basic components: an X-ray tube, or source; a rotary table to manipulate the part being scanned; and an X-ray detector (see illustration above). The tube generates the X-ray energy, which passes through the part as it rotates on the table in increments of less than 0.5°, depending primarily on the scan settings and required resolution, and the detector collects the X-ray data on the other side of the part. Visualization software reconstructs the 2-D X-ray images into a 3-D volume rendering of the internal and external part geometries and enables users to manipulate the data, for example, to peel off and view individual layers of the internal structure.
Picture This
Raghuram Bhogaraju compared CT scanning to a megapixel digital camera. Said the Brighton, Mich.-based applications engineer for Carl Zeiss Industrial Metrology LLC, which has headquarters in Maple Grove, Minn., “The more megapixels you have, the better your ability to zoom in on an image.”
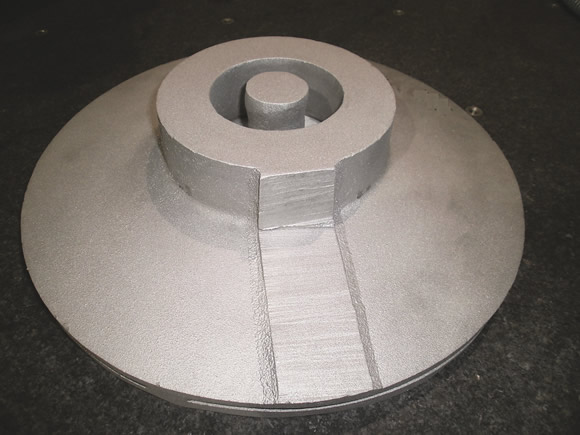
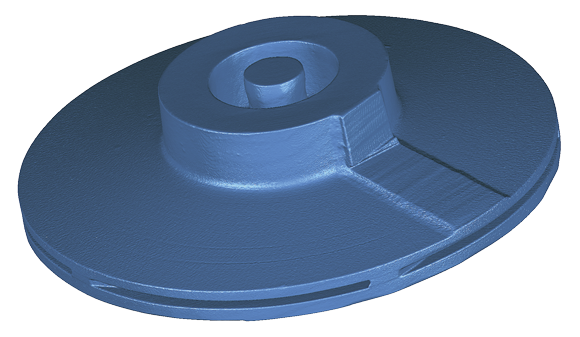
Courtesy of NVision
A large enclosed rotor for fluid-moving equipment (top) and the STL (stereolithography) data rendered from a CT scanning of the rotor.
However, instead of a square, 2-D pixel, where image resolution is based on the length of the square, computed tomography creates cubic pixels called voxels, where the size of the voxel is the scan resolution, and the smaller the voxel, the higher the resolution, Bhogaraju explained. “With CT data, you take from 1,000 to 1,200 2-D images and stitch them up into a 3-D dataset as the part rotates on the rotary table, so you end up with a cube and not just a square,” he said. “Voxels are the building blocks of the data.”
The number of images taken increases to 4,000 when a user heavily oversamples for frame averaging to minimize data stepping, according to Garant.
From the perspective of a metrology equipment builder, Bhogaraju pointed out that the two main aspects of CT scanning are data acquisition and data reconstruction. He added that the quality of the data acquisition is only as good as the quality of the components integrated within the system, and the guide ways, scales, drives, rotary table and controller of the Zeiss Metrotom CT scanning machine are technologies incorporated from Zeiss coordinate measuring machines. “These play a critical role when building a system from the ground up as a measuring machine and not just a system in which you want to look inside your parts for defects like cracks and porosity,” Bhogaraju said. “Data reconstruction gives us the ability to take these 2-D images and build the 3-D dataset.”
Although no touch probes are involved, Carl Zeiss refers to its CT scanning machines as CT CMMs because the company integrated its knowledge about CMMs, such as drives, accuracies and specifications, into the CT technology, Bhogaraju noted.
He added that because Zeiss CT CMMs import part scan data into the popular Calypso CMM software for manipulation and analysis of measurement accuracy, if someone writes a program to measure a specific part on a CMM using that software, he can use the same program to measure from native CT data-sets. “A lot of times, customers who have Calypso seats will just send us the parts and we will scan them and send the data back,” Bhogaraju said.
Carl Zeiss provides scanning services in addition to building expensive CT scanning machines. “I always tell people if you have a half-million-dollar problem, we have a half-million-dollar solution,” Bhogaraju said. “If you have a $100 problem, we have a $100 solution as well.”
Serving Medical
NVision Inc. is not opposed to supplying customers with CT scanning machines. However, Steven Kersen, vice president of sales and marketing for the Coppell, Texas, company, noted that all of its customers have so far selected scanning services, in part because of the equipment’s high cost.
A CT scanning machine starts at about $350,000 to $500,000 and goes to $2 million or more, depending on the requirements, according to Kersen. “If you’re running enough parts or using CT scanning in daily inspection, then you would want it in-house,” he said.
NVision typically scans parts that range from the microscale to large enclosed rotors for fluid-moving equipment, engine manifolds and engine blocks. The company, which has provided 3-D, noncontact optical scanning services and machines for more than 22 years, is also seeing an increase in medical CT scanning projects for reverse engineering, inspection and measurement.
“Advanced medical technology has created a growing need for ever-more-precise medical component scanning capabilities,” Kersen said. “Sometimes there is no other way to check it. CT scanning tells component makers how accurately the parts they made conform to their CAD models.”
NVision typically performs CT scanning when a customer’s requirements exceed the capabilities of laser scanning. For example, the technology can detect hidden flaws in castings and inspect features that remain obscure with laser scanners.
For small parts that require a high-resolution, high-accuracy scan, Kersen noted lasers are limited compared to CT scanning, which can achieve an accuracy of ±0.0004 “. “That is just incredibly accurate for 100 percent coverage,” he said. “Our lasers can still scan the small parts, but if you don’t pick up data on specific areas, you can’t measure that data.”
NSI’s Connors pointed out that the major advantage of CT scanning over laser scanning is computed tomography is not concerned about a part’s color, transparency or reflectivity, which might require adding a coating of some sort prior to laser scanning and then removing it afterward—a time-consuming and labor-intensive process.
“It’s an exciting, fun technology because we get to meet people who have engineered products for 6 months, a year, 10 years and they have never seen inside this way,” Connors said. “It’s a cool thing to be sitting with a customer as the part comes alive.”

Courtesy of NVision
A surgical scalpel is an example of a metal part suitable for CT scanning.
In the medical industry, Connors sees implantable devices as the biggest application for CT scanning because of their complex and critical nature. “Many implants get X-rayed or CT scanned,” he said.
Other than an operator or robot placing a part into the CT scanning machine, scanning does not involve touching the part. This is particularly beneficial when working with sensitive medical implants and devices.
Because medical parts often take years to get to market, they typically require inspection throughout the product development process, from prototyping through production. “Judging from the number of inquiries we’ve received for CT scanning of medical components,” Kersen said, “this is a segment of our contract services that will continue to increase for the foreseeable future.”
Technology Limitations
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion