Achieving machining effectiveness
In the first part of this two-part series, I looked at what actually happens in the cutting zone and how that knowledge allows end users to select the best possible cutting tool and CAD/CAM strategy for a particular material to optimize material removal.
In the first part of this two-part series, I looked at what actually happens in the cutting zone and how that knowledge allows end users to select the best possible cutting tool and CAD/CAM strategy for a particular material to optimize material removal. This second part covers why it is important to adopt this approach not only for all CNC machining processes, but as a significant production cost-saving measure companywide and industrywide.
Typically, production cost centers are evaluated independently, including tool, raw material, capital equipment and manpower costs. However, incremental savings in each typically don’t add up to significant gains. My contention is that the areas of cutting tools and CAM, particularly software that has newer toolpath-generation technologies, along with machine capabilities, must be looked at concurrently. The goal is to hit the optimized sweet spot of all three—referred to as “machining effectiveness”—to significantly reduce production costs.
To adopt this approach, follow these four steps:
- Select optimal cutting tools for the part.
- Based on the toolmaker’s recommendations, import the correct parameters for machining at a consistent chip load using toolpaths that have this capability.
- Optimize the cutting parameters, if necessary, to match the full capabilities of the machine the job is running on.
- Repeat for every toolpath process you create with CAD/CAM software where the same tools, workpiece material and machine are used.

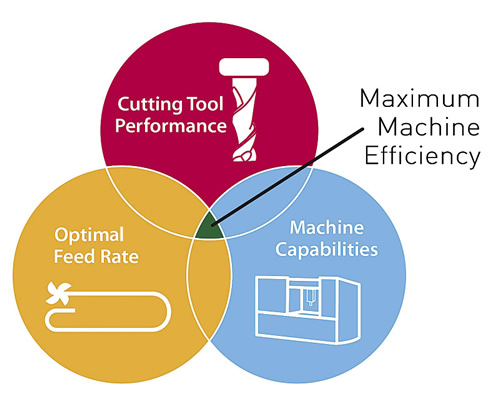
Illustration courtesy CNC Software.
Optimal material removal and cutting tool performance occur when CNC machines are programmed using newer CAD/CAM software. This technology continually maintains the cutting tool manufacturer’s recommended cutting conditions and chip load, regardless of part geometry. High material-removal rates, with predictable and long tool life, significantly reduce cycle times and production costs. This is necessary for achieving machining effectiveness. In addition, improved mrr and tool life can be realized with virtually any tool, because these newer toolpath strategies are based on consistent cutting conditions.
With these newer toolpath strategies, part manufacturers of all types typically reduce cycle times from 25 to 70 percent when roughing—sometimes much more. One manufacturer, for example, reported a cycle-time reduction from 32 minutes to 12 minutes by implementing a machining effectiveness mind-set.
With a toolpath that always keeps the tool in a safe cutting condition and does not violate the tool manufacturer’s recommended chip load specs, CNC programmers can apply different methodologies. On faster machines where workholding might be lighter and cutting tool selection more traditional, users might opt for a higher feed rate and small step-over to maximize the mrr and reduce cycle time. If running on a higher-horsepower machine, which tops out on feed rate yet enables the workholding to be locked down, a company might run newer tools that are capable of slotting two, three or four times deeper than was possible a short time ago—even in hardened steel, stainless and superalloys. The shop could run heavy step-overs of 65 to 80 percent at 2 to 3 diameters deep or more and see material-removal gains of 70 to 75 percent compared to traditional toolpath strategies.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion