Avoiding chatter resonance: General Industry Coverage
The Grinding Doc helps a shop experiencing chatter as its grinding wheel goes from 3" to 2" running at a constant 10,000 sfm.
Dear Doc: My ID wheel goes from 3″ to 2″ at a constant 10,000 sfm. I seem to get chatter constantly when the diameter is around 2.5″, and then I dress a bunch off and the problem goes away. What’s going on?
The Doc Replies: Chatter is my least favorite subject because there are so many different types of chatter. One possibility is that as the wheel rpm gradually increases from 12,732 rpm to 19,100 rpm [rpm = 12 × sfm ÷ (π × wheel diameter in inches)], it passes through a resonant frequency of the wheel and spindle assembly. When the wheel speed is at or near this frequency, the spindle displaces, which means it literally starts to uncontrollably bounce up and down at high amplitude.
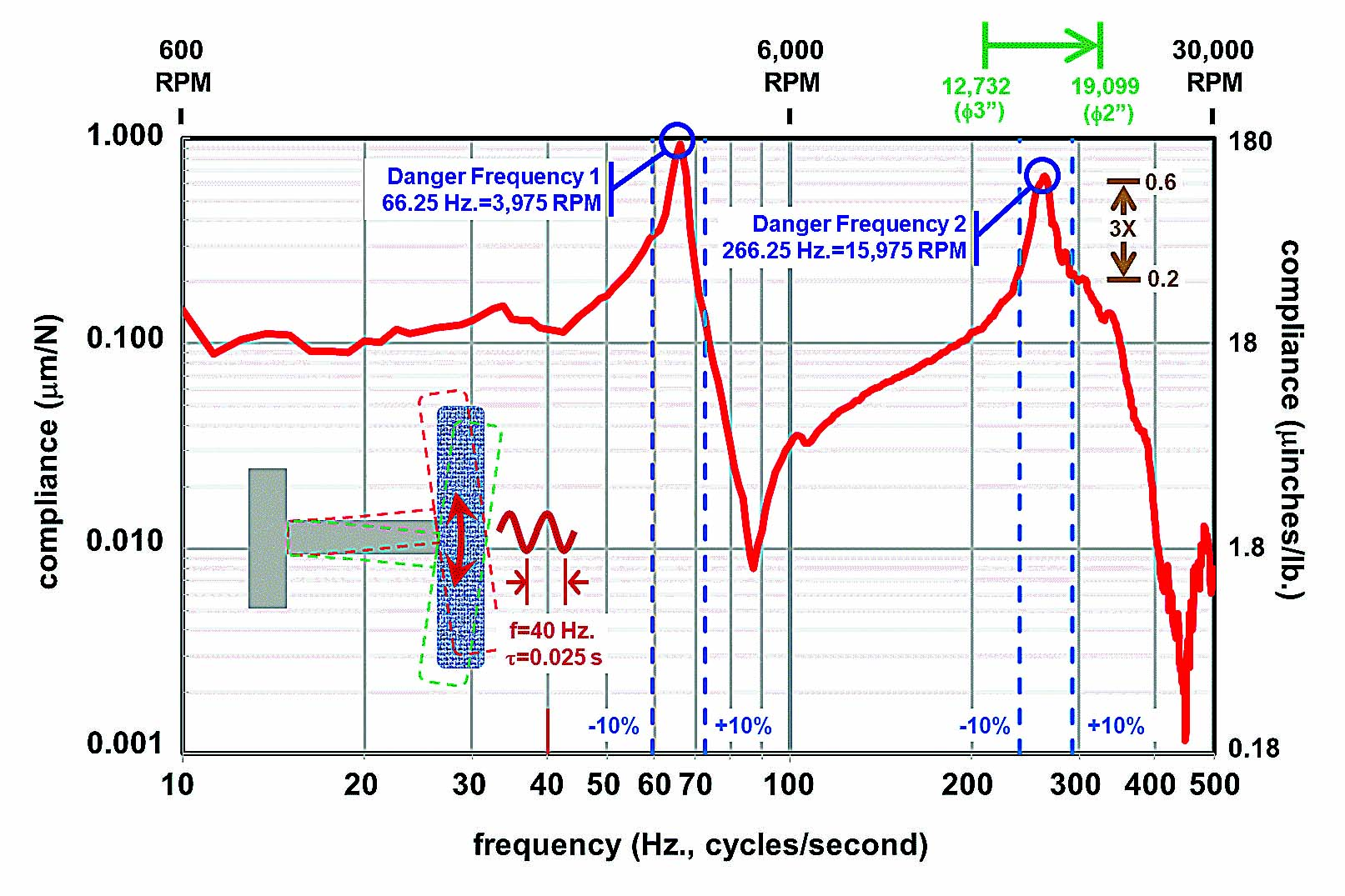
A frequency response function of the wheel and spindle assembly on a cylindrical grinder, courtesy of machine tool vibration expert Jon VanSant, shows the “danger frequencies.” Image courtesy of J. Badger
The figure shows the measured frequency response function of the wheel and spindle assembly on a cylindrical grinder. To build an FRF, intermittently push up on the spindle at a low frequency and measure how much it displaces. Then, repeat at higher frequencies and plot compliance versus frequency. (Compliance is the inverse of stiffness.)
A spindle usually doesn’t displace much, but at certain frequencies, it does so significantly. In other words, the wheel and spindle assembly is always bouncing up and down a tiny amount. But at some frequencies, the bouncing becomes huge.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion