Why Beta Titanium Alloys Pose Challenges for Machining
Mark Larson, a titanium process R&D manager for Makino Inc., answers 10 questions about machining titanium alloys.
All images courtesy Makino
What are the most difficult titanium alloys to machine and why?
Part manufacturers often complain about Ti5Al5Mo5V3Cr (Ti5553) and Ti10V2Fe3Al (Ti1023). This is because these alloys are closer to the beta state than others, and, therefore, have an even higher strength. However, the real challenge is that because Ti6Al4V (Ti64) dominates so much of the market, any other alloy creates a challenge because people don’t have comprehensive data or experience to guide them through the machining process. This can cause a lot of growing pains.
What occurs at the tool/workpiece interface when machining titanium?Orthopedic medical plates.
The tool/workpiece interface is a truly fascinating area when cutting titanium. Because titanium has a low modulus of elasticity, the first reaction is for the material to push away from the cutting tool. A sharp tool should be applied to reduce the cutting forces and begin slicing through the material. A small tool/chip interface exists where, for a distance measured in thousandths of an inch, the material is in direct contact with the tool rake face. This small edge of the tool gets quite hot from all the energy used to deform the material and the friction of the material sliding up the rake face. In addition, the direct contact between the workpiece material and tool reduces the effect of coolant.
What machine tool features are required for effectively cutting titanium alloys, such as the types of construction characteristics that enhance machine rigidity?
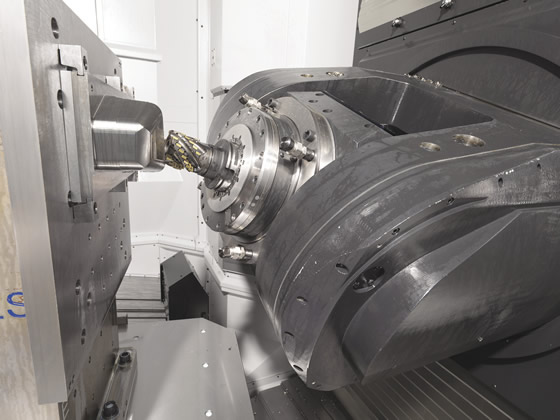
Because titanium is hard, chips don’t effectively carry away heat, so low-rpm cutting parameters work best. Users compensate for this limitation by increasing the axial engagement. This exerts a lot of force on the tool, which requires a rigid toolholder interface and high-torque spindle. Makino recommends the HSK interface when machining titanium: HSK 63 for small machines, HSK 100 for medium-sized ones and HSK 125 for the largest units. Makino’s large T4 and T2 machines have 1,000-Nm spindles that not only supply the torque needed to cut titanium but also provide 52-gpm, 1,000-psi through-spindle coolant to remove the heat. Behind those spindles is a kinematic structure that runs on large box ways. Box ways are still the best method for supporting high cutting forces and, when combined with the Active Damping System, not only provide a rigid structure but also adjust frictional forces based on low-frequency vibration sensing to avoid chatter and cutter damage resulting from structure resonance in real time.
What’s needed to control the temperature at the arc of engagement/are of contact and what does that control enable?
Cutting temperature is primarily driven by cutting speed (rpm), radial engagement and coolant. It is up to the programmer to select the cutting speed and radial engagement to optimize productivity and tool life, but the machine configuration primarily controls the influence of coolant. In addition to high-pressure coolant, machines need high coolant flow. The high pressure is required to penetrate deep into the tool/chip interface and cool the tool at its tip. However, milling tools for cutting titanium often have lots of coolant ports. If the coolant pump doesn’t have the flow capabilities to maintain the pressure through all of the coolant ports, tool life will diminish. When part manufacturers satisfy the tool’s need for coolant with high pressure and high flow, they can achieve massive productivity gains by increasing the surface speed and radial engagement while extending tool life. Water-based coolants are still the most effective at managing the impact of the heat generated when cutting titanium.
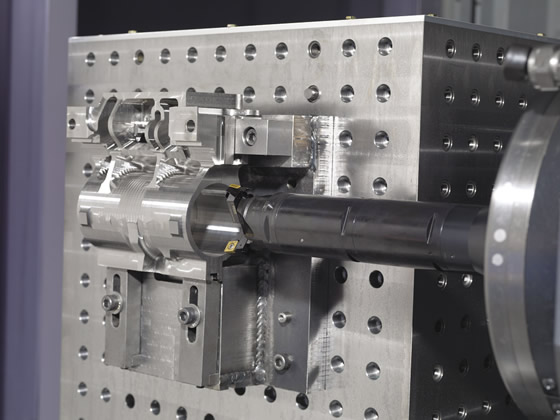
The rigidity of the T2 5-axis machining center enables Patriot Machine Inc., St. Charles, Mo., to apply long tools and pursue complex machining processes when cutting titanium, according to Makino.
When enhancing cutting tool security by reducing thermal cracking and overcoming the seizing tendency, what are the tool geometry, substrate and coating requirements?
For titanium, apply a sharp tool with a large primary and secondary relief. This reduces cutting forces and prevents tool adhesion to the springy material. However, this means a very sharp, thin cutting edge machines a hard material with heat issues. Therefore, it is critical to select a carbide grade with good toughness and high hot hardness. The jury is still out on coatings. Positive results are achieved with and without coatings. However, my personal preference is to always start a job with coated tools, simply because it is easier to monitor tool wear. I generally stop using a tool when there is 0.010 ” to 0.012 ” (0.254mm to 0.305mm) of flank wear. It can be difficult to monitor a wear band that small on an uncoated tool.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion