Breaking the QC bottleneck: CMM Inspection
Eliminate a bottleneck when inspecting parts. Work cells equipped with coordinate measuring machines and dedicated, quick-change fixtures.
END USER: Kennebec Technologies, (207) 626-0188, www.kennebec.com.
CHALLENGE: Eliminate a bottleneck when inspecting parts.
SOLUTION: Work cells equipped with coordinate measuring machines and dedicated, quick-change fixtures.
SOLUTION PROVIDERS: Methods Machine Tools Inc., (877) MMT-4CNC, www.methodsmachine.com; Phillips Precision Inc., (508) 869-3344, www.leaninspection.com.
Similar to many successful manufacturers, Kennebec Technologies began in a garage. After more than 40 years and with more than 65 employees working there, Kennebec has become a world-class parts manufacturer that specializes in complex, high-precision components for aerospace, defense, alternative energy, medical, semiconductor and telecom applications.
The Augusta, Maine-based company’s QC process is set in motion at the beginning of every job and remains a focus throughout production. Engineers map every checkpoint in the production process at which inspectors ensure that a machined part complies with all requirements, standards and expectations. With the help of four coordinate measuring machines, including an inline CMM on the production floor, Kennebec performs first-article and final inspections.
However, Kennebec’s vision for a lean quality-inspection process includes inline and lab inspection with newer, faster CMMs and a focus on fundamentally improving how parts are fixtured. Keeping spindles running and making good parts is the goal of any manufacturer and is what drives Kennebec to eliminate its QC bottleneck.
According the company, the ideal inspection process includes a CMM for every high-production work cell and CMMs for the metrology lab, all complemented by dedicated, quick-change fixtures. Faster, easier setups will increase the number of employees who can inspect components, helping to increase spindle uptime.
The evolution toward in-process inspection was initiated by a high-volume, high-profile defense customer requesting that Kennebec measure production parts and submit statistical data for review vs. source inspections of parts from work cells.
For the first “super cell,” Kennebec chose a Carl Zeiss Duramax CMM running Calypso software. At the same time, the company added a second Duramax to the metrology lab to complement two larger Carl Zeiss Contura CMMs.
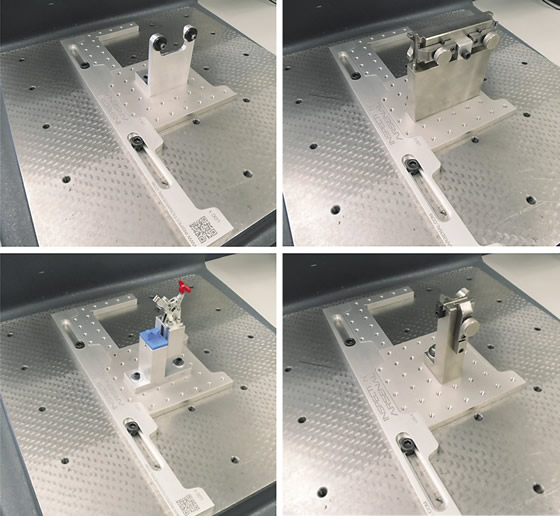
A setup on a Carl Zeiss Duramax CMM using an 18 ” (457.2mm) Inspection Arsenal Loc-N-Load docking rail. A number of quick-change fixtures are secured on the docking rail and then released as needed. Image courtesy Phillips Precision.
The inline CMM also runs Prolink data collection software. This provides machinists real-time feedback on product conformance, process capability and trending to enable proactive process adjustments in the cell and prevent defects and production delays. The measurement data and analysis can be sent to customers to eliminate the need for on-site source inspections. The company has experienced a 1-year payback on its work cell CMM through the reduction of bad parts and the elimination of on-site source inspections.
As part of the conversion to all Carl Zeiss CMMs, every key quality team member attended metrology training offered by the dealer, Methods Machine Tool Sales Inc., Sudbury, Mass. During training, the team was introduced to the second piece of the lean QC puzzle: Inspection Arsenal Loc-N-Load interlocking, fast-swap fixture plates and clamps from Phillips Precision Inc., Boylston, Mass.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion