Burning question: When it makes sense to outsource EDM jobs
While many machine shops have an EDM, they still have to decide when it makes sense to outsource certain jobs.
Walk into a machine shop and chances are good there will be at least one wire or sinker EDM. Machine shops EDM everything from custom in-house tooling to production parts, but many general shops don’t have the inclination or the capital to invest in a top-of-the-line EDM that’s needed to quote many jobs. Fortunately, EDM job shops are more than happy to bid for any work. But what goes into the decision to outsource?
Internal Machinations
Crow Corp., Tomball, Texas, has performed wire EDMing for the past 20 years, according to President Keith Jennings. The machining and fabrication shop started with a used Charmilles machine, and, after trying a number of brands over the years, now uses a Mitsubishi model.
“The whole reason we bought one in the first place was because we needed to make some dies and hard tooling, either for our customers or to improve how we were running our own products on our stamping equipment or press brakes,” Jennings said.

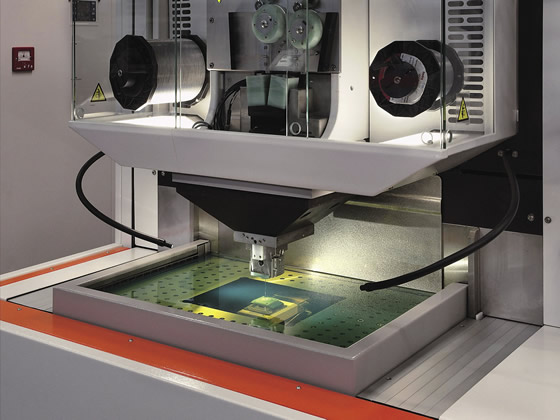
Courtesy of GF Machining Solutions
A probe performs in-process gaging on a wire EDMed part.
Production work is also possible if the need arises, he added, but the primary purpose of the EDM is to avoid outsourcing expensive projects, such as tooling to speed up a job with a unique bend.
Needless to say, having an EDM is useful, but a shop shouldn’t buy more machine than it will regularly use. That’s where EDM houses, like Houston-based Reliable EDM, come in.
“It doesn’t make sense for a machine shop to buy a high-end machine that’s going to sit unused for months or will only run basic jobs,” said Phil Sommer, vice president of operations for Reliable. “When you outsource that work, you get to shop the job around and pick the shop that offers the best price. So, if your shop doesn’t get a lot of EDM jobs, you can actually increase productivity through outsourcing, rather than trying to keep it all in-house and dealing with the limitations of what you can afford to own and know how to operate.”
Tweaking Tolerances
Where do those limits come into play? According to Eric Ostini, product manager for GF Machining Solutions LLC, it boils down to three main machine areas: accuracy, part-volume capability and features. The Lincolnshire, Ill., machine tool builder sells a range of EDMs, from entry-level to high-end models.
“The real question is, what are you missing out on by using a lower-cost machine?” Ostini asked. For example, a shop might save $50,000 by buying a less capable EDM, but must determine how much it will cost to farm out the work the machine can’t handle. “If I can do 90 percent of my work on that machine, then it might be just what I’m looking for—depending on what my work is and how much volume that last 10 percent makes up.”
Courtesy of GF Machining Solutions
Automatic wire changers, such as on the CUT 2000S from GF Machining Solutions, feature twin wire spools. This allows multiple gauges of wire to be used in the same job.
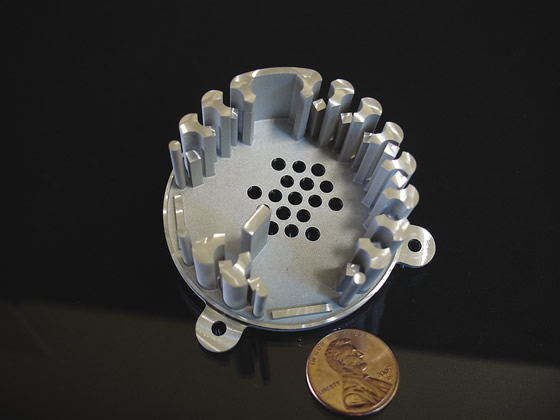
Courtesy of Wire Cut
High-end wire EDMs can maintain tighter tolerances than entry-level machines.
Regarding accuracy, if a job calls for tolerances that a shop’s EDM can’t hold, the shop can either buy a higher-quality machine or find someone with an EDM that can.
“With an entry-level die sinker, you might be able to tweak it enough to make it work, but most machine shops have a wire EDM if they have anything,” he said. “That’s a completely different animal. If a radius shows up as out of tolerance, there’s not much to be done—you can’t tweak a wire machine.”
Milt Thomas, president of Buena Park, Calif., EDM house Wire Cut Co. Inc., agrees that tolerances are a major concern.
“Entry-level machines today are quite good,” he said, “but if the shop is uncomfortable with some especially tight tolerances, it might make sense to outsource. With EDMing, it’s not uncommon to be running jobs with tolerances of ±0.0002″, so even though a shop may have an EDM to make punches and dies for internal use, they might not want to run production parts because of the machine’s tolerance limitations.”
Some entry-level machines can hold ±0.0002″ (5µm), but higher-end machines can hold ±0.0001″ (2.5µm) or tighter, according to Ostini.
“That seems like a small difference, but ±0.0002″ on wire work can make a huge difference in the finished product,” he said.
Crank Up the Volume
For Crow Corp., achieving tight tolerances isn’t the primary concern for its mid-level EDM, Jennings said. “It’s not the fanciest model, but it’s beyond entry level and the tolerances are extremely tight—less than 0.0001″—so the limitations that we come up against are part volume and size.”
With only one EDM, tackling high-volume production jobs isn’t always practical, he continued, and while the shop has considered upgrading to a larger size (the current machine can handle workpieces up to 14″, or 356mm, thick), the shop hasn’t received enough requests for larger jobs to justify the purchase. As a result, Crow Corp. outsources larger workpieces, as well as jobs that come in when the machine is booked up or under maintenance.
“That’s an obvious downside to having one of anything,” Jennings laughed. “Aside from that, as long as it’s cost-effective, we’ll run it ourselves.”
Reliable EDM, on the other hand, operates more than 90 machines, 24 hours a day, 6 days a week, Sommer said, allowing the company to offer competitive prices and specialize in big and tall parts.
“I would say probably 35 percent of our work comes from machine shops outsourcing their work, pretty evenly split between wire and sinker. Volume, difficulty, capacity—it all comes down to delivery. If they can’t deliver the product to the customer, on time, while meeting the specifications, they need to outsource that part of the work.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion