A closer look at boring combustion parts
Cutting tool manufacturers have been responding to the market and providing creative, effective solutions for boring holes.
Boring is a term applied to many activities, from making holes in the earth to making holes in wood for construction. Although the term describes a multitude of activities, they all include the making and enlarging of holes. At a machine shop, boring is typically defined as enlarging an existing hole with a single-point cutting tool.
Experienced machinists, toolmakers and engineers are familiar with the varied styles of boring tools. Experienced craftspeople are also familiar with the countless methods used to make boring tools, such as creating homemade extensions for hard-to-reach areas and fashioning Rube Goldberg-type devices to eliminate chatter. Fortunately, cutting tool manufacturers have been responding to the market and providing creative, effective solutions for boring holes.
Machining Combustion Parts
At Mitsubishi Hitachi Power Systems Americas Inc., combustion parts start as flat materials. They are then cut, formed and welded to create a final product. During the manufacturing process, we utilize lathes and horizontal boring mills to bore the geometry of critical features.
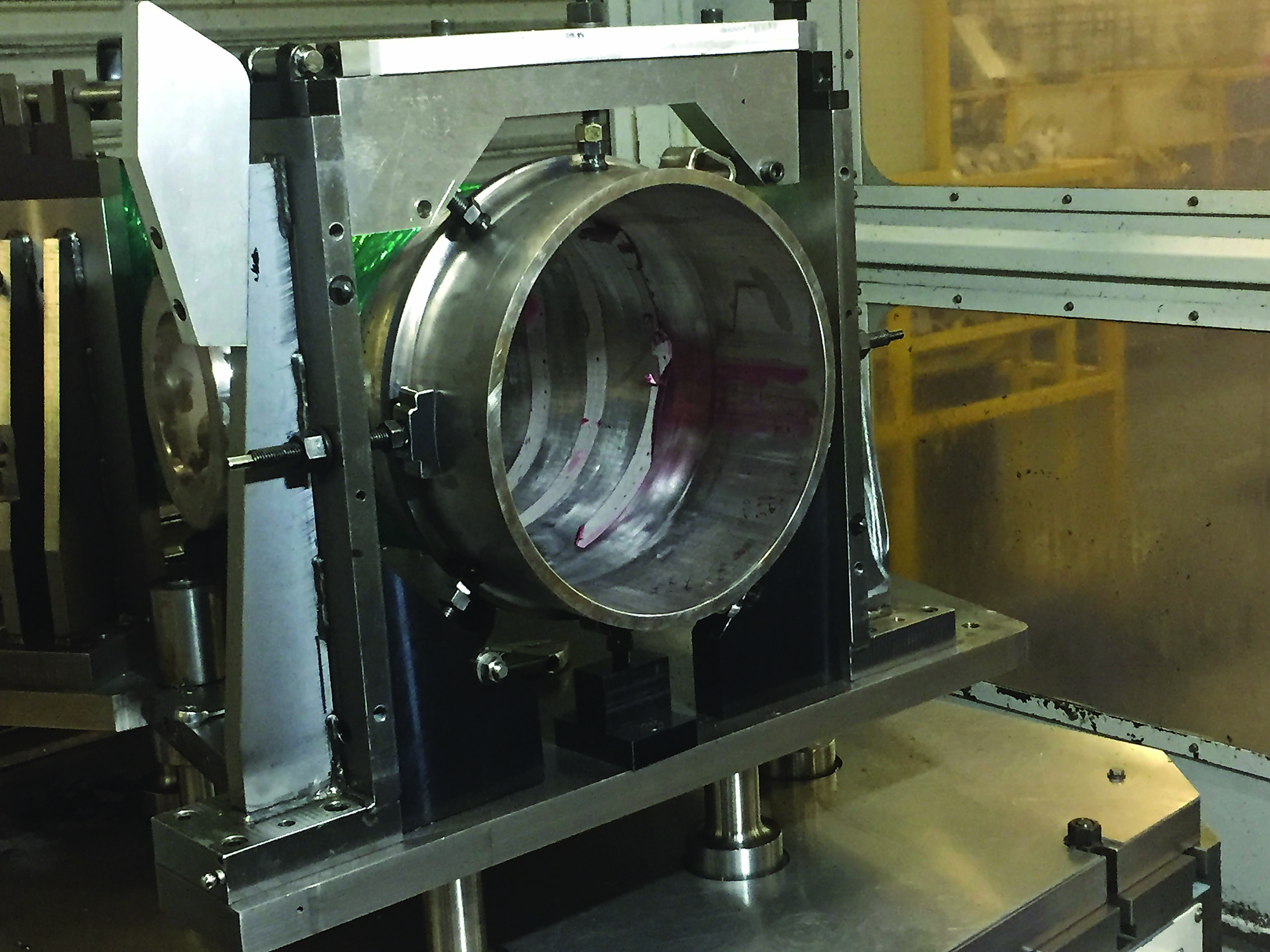
The inlet of a combustion transition piece is ready for boring in a horizontal boring mill. All images courtesy of C. Tate
In the past, as we started manufacturing parts, we struggled to machine combustion assemblies. Machining became a bottleneck process, disrupting part flow. Most of our problems resulted from boring operations.
Boring combustion baskets caused the most trouble. These long cylinders with large diameters have thin walls made from materials like Inconel, which is difficult to bore.
Our primary challenge was gaining access to the areas that needed machining. We originally used indexable boring bars with traditional steel bodies but quickly figured out they would not work because they caused chatter. We discussed several other options, including solid-carbide bars and larger-diameter specials. Eventually, we settled on mechanically dampened boring bars, which effectively eliminated chatter.
In addition, they were offered in the lengths we needed and were built to accept quick-change indexable heads. Once set in a lathe’s turret, they do not need to be removed. We simply change the head when a different-style insert is needed, which allows one bar to perform boring, grooving and threading. Flexibility reduces the overall cost of the project and shortens setup times.
Combustion transition pieces are the companion parts to combustion baskets but are considerably larger and require more machining. CTPs are not as prone to chatter because the setup is stiffer, the areas to machine are easier to reach and the walls of the part are thicker. The inlet end of a CTP resembles a large-diameter pipe. Inlet diameters are slightly different across the product line, ranging from 310mm to 320mm.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion