Control cuts cycle time
Control cuts cycle time
The Machine Technology column looks at how inertia active control cuts cycle time.
In a production environment, finding ways to improve productivity and reduce noncutting time is key. Most horizontal machining centers do this by adding B-axis capability to the traditional X, Y and Z linear axes. The B-axis enables control of the tool in precise increments at any angle. This not only provides access to multiple part sides, but also enables machining complex geometries in one setup. The cylindrical work zone also expands the area to position parts in front of the spindle, resulting in fewer operations than on vertical machining centers.
Several B-axis table configurations are available, including an indexing rotary table, an NC rotary table and a table with a direct-drive (DD) motor. Let's compare the advantages of each.

The inertia active control from Makino reduces noncutting times that result from table rotation. All images courtesy Makino.
An indexing rotary table comes standard with most commodity HMCs. Its rotation, limited to 360 positions, is enabled by teeth positioned on the face of the gears, which mesh in 1° increments when the machine table is clamped. This enhances indexing accuracy. The high amount of contact across the surface of the teeth makes this the most rigid table option. The downside is lack of flexibility. On parts that require machining at fractional angles, the fixture must present the part in the proper orientation, adding operations.
An NC rotary table is the most common type of B-axis table available on a high-performance HMC. It has a fully programmable axis that rotates in increments as small as 0.0001°, or up to 3.6 million positions, to machine features on fractional angles. The NC rotary table allows the B-axis to be fed during the cut, enabling full 4-axis contouring. A servomotor controls a worm mechanism, which provides precise rotation and fast table positioning. A large-diameter brake holds the table in a stationary position when needed.
The DD-motor table also has a contouring table capable of full 4-axis machining and a fully programmable axis that can rotate in increments as small as 0.0001°. Like the NC rotary table, a motor or large-diameter brake holds the DD-motor table in position. The DD table differs from the NC rotary table in its construction and how it is activated.
Cooling jackets surround the motor and table bearings to maintain the temperature within ±2° C of the machine bed casting. The cooling jackets aid the DD in maintaining accuracy over the life of the machine. The DD table has a peak speed of 125 rpm—three times the rapid speed of an NC rotary table. This high-speed position reduces noncutting time and the DD table's simple design structure increases reliability.
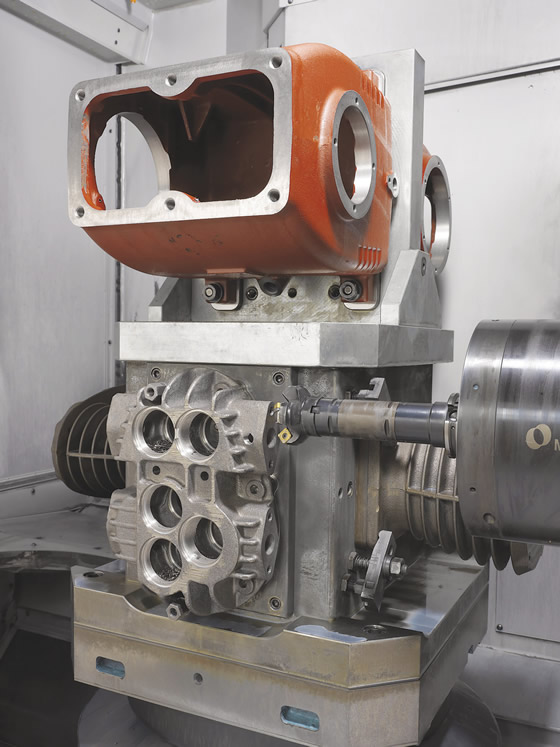
Inertia Active Control is particularly advantageous in applications that involve machining heavy workpieces with uneven weight distribution, such as this one.
One of the advantages of Makino's DD table is that it employs inertia active control (IAC) for improved productivity. In standard rotary tables, acceleration and deceleration are typically set for maximum inertia and weight to ensure accuracy. IAC, on the other hand, uses data from the DD rotary table to evaluate inertia and provide feedback from the B-axis motor to the machining center's control. It then adjusts acceleration and deceleration to optimal levels for the specific pallet condition.
It's important to note that the inertia—not the pallet weight—is the problem. If the load is light, IAC speeds acceleration; if there is a heavier load, it slows acceleration. Acceleration and deceleration changes have no impact on spindle speed. Instead, the IAC improves the machining process by shortening the time to find the correct fractional angle at which to position the table.
IAC lets the indexing quickly accelerate from 0° to 90°—including the time required to unclamp the brake, make the rotation and reclamp the brake. If the machinist doesn't program IAC, the machine defaults to a certain level. For example, if pallet weight is 100 to 200 kg, IAC adjusts the speed to midlevel, which saves 14 percent on every 90° index. If the pallet inertia is lower, the positioning time is even faster, saving 24 percent on every index. On the Makino a51nx and a61nx HMCs, IAC reduces positioning time 18 percent, on average.
This means that on a part that uses 20 tools across nine faces—or one that requires a lot of B-axis rotation—activating IAC can drop positioning time by 5 seconds, or 3.1 percent. This might not seem like much, but in a production environment, running the part on two machines for 22 hours a day at 85 percent efficiency for 250 days per year results in an increase of thousands of parts per year.
IAC effectively reduces noncutting times that result from table rotation, improving efficiency, productivity and profitability when machining parts. CTE
About the Author: Dave Ward is product line manager for Makino Inc., Mason, Ohio. For more information about the company's machine tools, call (800) 552-3288 or visit www.makino.com.



