Done with one: General Industry Coverage
Eliminate applying two countersink tools and a tap to complete a machining operation. A combination tool that countersinks and thread mills.
END USER: A German parts manufacturer.
CHALLENGE: Eliminate applying two countersink tools and a tap to complete a machining operation.
SOLUTION: A combination tool that countersinks and thread mills.
SOLUTION PROVIDERS: Johs. Boss GmbH & Co. KG, + 49-7432-9087-0, www.johs-boss.de; J.M. Sales USA, (248) 321-6170, www.jmsales-usa.com.
A cutting tool dedicated to producing one part feature is all well and good, but one that performs multiple operations is often more cost-effective—even if it’s a special. A German supplier to the automotive engineering industry found that to be the case and now needs just one tool instead of the three previously required to manufacture an aluminum crash box, a device that absorbs energy in case of an accident, with a towing hook fixture.
The extruded aluminum profile is supplied to the manufacturer complete with a core hole, which in the previous tooling setup had to be precisely predrilled to produce the threaded hole. Next, the chamfers were countersunk using two tools, and a tap cut the thread.
All images courtesy JBO
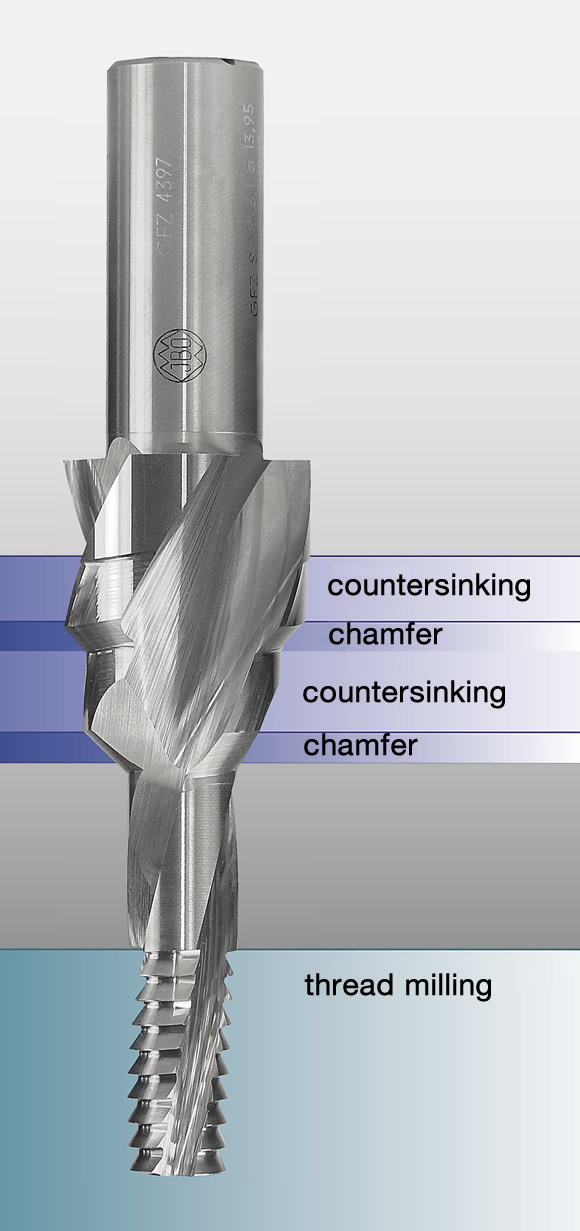
The combination tool performs two countersinking and one thread milling operation in one clamping.
In addition to the drill, three different tools, therefore, were needed to complete the machining operation, which consumed time for changing tools between steps. To optimize this operation, the manufacturer turned to Albstadt, Germany-based Johs. Boss GmbH & Co. KG—JBO for short. (J.M. Sales – USA, Troy, Mich., is the U.S. sales representative.)
Within 3 weeks, JBO had designed, produced and supplied a new solid-carbide combination tool that performs the two countersinking and one threadmaking tasks in a single clamping. The hole still needs to be predrilled, but the accuracy requirements are not as high.
A closer look at the overall machining sequence using the combination tool reveals that countersinking at 1,200 mm/min. produces two chamfers before the tool is withdrawn from the hole to remove chips and then is applied for thread milling at 1,000 mm/min. Spindle speed is 6,000 rpm. The time savings achieved for each part compared with the previous process is 9 seconds. Two parts are produced for each clamping in a double-spindle vertical milling center.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion