Down-hole, High-tech: 5-Axis Machining
Production of precise, tough oil-field components demands the use of sophisticated multitask machines.
Production of precise, tough oil-field components demands the use of sophisticated multitask machines.
Contrary to its image as dirty and primitive, oil drilling today is a cleaner, highly technical and productive process. Deep-hole undersea operations, especially, employ tight-tolerance components made of exotic alloys. To achieve those tolerances and maximize throughput, machine shops that manufacture for the oil-patch industry are increasingly using multitask machine tools that help minimize setups and part handling while boosting metalworking productivity.
The ongoing tumult in oil markets and prices stirs uncertainty for shops that serve the oil-patch industry. (See sidebar on page 35.) There is at least one certainty about the industry, though. “The world still runs on oil and gas,” said David Williams, chief executive of offshore drilling contractor Noble Corp., in the Houston Chronicle. “The meltdown in the financial sector and the loss of confidence in the equity markets have not changed this fundamental fact.”
Courtesy of Methods Machine Tools
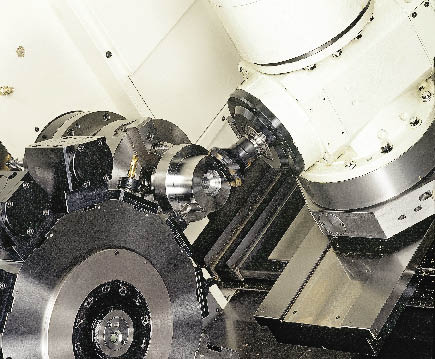
The B-axis spindle and driven tool stations on the lathe turret expand the capabilities of this Nakamura-Tome STW-40 mill/turn center beyond turning and on-axis drilling operations.
The newspaper also quoted Eric Smith, associate director of the Tulane Energy Institute in New Orleans, who said, “We look around at where our oil is coming from, and the growth is in deep-water production.”
Deep-water drilling, however, involves massive physical challenges. An example is the Jack 2 well in the Gulf of Mexico, a joint venture of Chevron, Devon Energy and Statoil Hydro. The drill string (consisting of drill pipe, drill collars, tools and the drill bit) descends more than 5 miles, passing through 7,000 ‘ of seawater and more than 20,000 ‘ of seafloor to reach oil.
Deep Dependability
Deep-water drilling also involves components with the high precision and reliability usually associated with aerospace components. Rich Parenteau, director of applications development at Methods Machine Tools Inc., Sudbury, Mass., used as an example a drill head machined from a corrosion-resistant stainless alloy. “From the tolerance level, less than 0.001 ” all the way around, you would think these things are going into aircraft,” he said. “They cannot afford to have a failure when this thing is down there 2 or 3 miles.”
As the drills go deeper, performance requirements become more rigorous and manufacturing processes for the drill heads change. Formerly assembled from individual parts, drill heads today are generally machined from a single piece of stock. “These drill heads are running 30,000 psi of flushing fluid to maintain the clearance in the hole,” Parenteau said. “You cannot rely on a multipart configuration—it’s not strong enough—and the failure potential is too great. For strength and reliability, the drillers want one-piece construction.”

Courtesy of Methods Machine Tools
Turning tools in both the lathe turret and B-axis spindle of this Nakamura-Tome STW-40 mill/turn center permit both ID and OD machining.
Parenteau explained that a typical drill head, ranging in diameter from 8 ” to 10 “, is machined from a durable, corrosion-resistant material, such as stainless steel or Inconel. On the head’s back end is a special tapered thread that endures drilling forces and resists the pressure of the flushing fluid. To maintain geometric tolerance requirements, including true position and perpendicularity to centerline, many shops are adopting multitask machine technology to produce the head in one chucking. A single setup for turning, milling and drilling avoids the possibility of errors and tolerance stack-up that can occur when moving a workpiece from machine to machine.
Parenteau said one Texas shop had a number of 5-axis milling machines, but felt the need to adopt mill/turn technology to achieve consistent geometric tolerances, specifically in the case of a proprietary drill head’s tapered thread. “The tolerance was so critical he felt it was best to do it as a one-shot operation,” Parenteau said.
Consequently, Methods Machine Tools provided a Nakamura-Tome STW-40. The mill/turn center includes twin 40-hp turning spindles and twin turning-tool turrets that each have a 12-tool capacity. A 20-hp, B-axis upper spindle is served by a 40-tool automatic toolchanger (ATC). Also, each of the lower turrets’ 12 stations have a 10-hp driven tool capability for milling and drilling.
The B-axis capability facilitates the production of the usually proprietary tapered threads. Although some shops cut those threads with a single-point turning tool, “the geometry of that threading tool is very particular to setup because of the tapered cone that the thread is turned on,” Parenteau said. The B-axis’ ability to circular interpolate on a compound angle permits the use of a custom key cutter to facilitate setup and produce the thread with maximum consistency.
Minimizing Moves
Dana Scott, general manager of the southwest U.S. sales region of Mazak Corp., Florence, Ky., said the production of complex oil-field parts traditionally required multiple operations on different machines. Typically, the parts waited between operations for a machine tool to become available, extending total production time. “It dawned on the oil service OEMs that they were hurting their cash flow and were hurting their customers by making them wait 3 weeks to fill an order,” Scott said. He added that by making a part in one chucking on a machine, a shop can complete and ship a part in hours instead of weeks.
Courtesy of Hughes Christensen
Efficient machining of the GaugePro XPR expandable reamer, a concentric-hole enlargement device from Hughes Christensen, is facilitated by the deep-hole boring capabilities of the Mazak e650 H multitasking lathe.
In addition to minimizing part handling and work in process, most multitask machines offer tool-change capacity that reduces part-changeover time. “The tools you need are already on the machine,” Scott said. “Your part program is downloaded, so all you have to do when you change from one part to a different one is change the top jaws on your workholding. Your setups are minimized.”
According to Scott, a Mazak multitask machine with tool-change capacity that is popular in the oil-patch industry is the Integrex e650 H. The machine’s 60-hp main spindle features a full C-axis and a standard spindle bore of 6.69 “, with an optional 10.24 ” spindle bore. “Sometimes larger-diameter spindle bores are needed, not just to swallow a part, but to accommodate the weight of some of the big parts,” Scott said. “The larger-diameter spindle bearing will support more weight.” With a 24 “-dia. chuck, the machine’s maximum turning diameter is 36 “. The machine’s 50-hp B-axis spindle provides a 240° range of travel, positions in 0.0001° increments and can perform full 5-axis contouring.
One of the Mazak e650 H’s key features is an automatic boring bar stocker that can handle tools up to 39 ” long in standard configuration, with an optional 60 ” capacity for even deeper holes. According to Doug Whitsitt, purchasing manager at the Hughes Christensen division of Baker Hughes Inc., Houston, this deep-hole boring capability is an important contributor to productive machining of the company’s GaugePro XPR expandable reamer. The reamer is a concentric-hole enlargement device with cutter blades that extend from the tool body. In use, the reamer is mounted in the drill string behind a drill bit and eliminates the need to pull (“trip out”) the drill string and make a second pass with a larger-diameter drill. “On extremely deep wells in the Gulf of Mexico, tripping out to change the drill bit is a long, tedious and expensive process. If you have a million-dollar day rate and it takes you all day to trip out and back in, you are not making any hole, but you are still paying,” Whitsitt said.
The reamers are produced in three sizes covering maximum reamed hole diameters from 12¼ ” to 17½ “. The reamer body is machined from a solid bar of forged 4330 steel and doesn’t have any welded components. “A weld could come apart. One-piece construction is not going to come apart,” Whitsitt said.
On the e650 multitask machine, Hughes Christensen OD turns and bores the tool body, mills pockets for the extendable blades and machines wear pads to protect the tool body. The tool’s ID has a complex profile to accommodate the operating mechanism for the blades. “The hard part about that [ID] is it’s 37 ” deep,” Whitsitt said. To profile the hole, the shop employs a 72 “-long, custom steel-and-carbide boring bar from Kennametal Inc. (The machine has a 60 ” bar option, and the holder absorbs the bar’s extra length.) “The bar is tunable, so you can take the vibration out,” Whitsitt said.
The longest reamer the shop bores on the machine is 97 ” long. “The machine will take a longer part, but you have to have enough at the end of the reamer to allow that bar to go in. We have maybe 1½ ” or 2 ” from the end when we put that long boring bar in there,” Whitsitt said. The machine provides 160 ” between centers, and “we are maxing that out,” he added.
Whitsitt said the reamer can achieve a tolerance of 0.005 “/-0.000 “. “When you go 40 ” deep, that’s a close tolerance, and we produce a 63 µin. Ra finish to boot.”
Whitsitt said the reamers can be manufactured via a lathe and a milling machine and the total machining time may be comparable to that of a mill/turn center—if the machines were sitting idle. But machines do not sit idle in a well-managed shop, so they wouldn’t be immediately available for machining the reamers. “You would end up queuing the parts, and it could change what we are doing in 40 hours on the Mazak to a couple weeks, depending on how many machine tools you have,” Whitsitt said.
Two Tools Together
Mike Spink, regional sales manager for the engineering technologies division of machine tool builder Phillips Corp., Hanover, Md., discussed a machine tool that increased a Louisiana machine shop’s productivity through the machine’s simultaneous operation of two turning tools.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion