EDM focus turns to throughput, ease of use, automation
The major wire EDM builders are still in competition, of course, but on other playing fields.
Wire electrical discharge machining has been around for decades and is still championed for its ability to remove minute amounts of material from hard metals. It works by generating an electric arc—a spark—that travels in a dielectric fluid between the electrode wire and a workpiece, eroding the latter without physically contacting it and, therefore, avoiding stress or distortion.
For years, competition in the wire EDM world revolved around just how small and fine the process could go in terms of part detail and surface finish. According to Ken Baeszler, product manager at GF Machining Solutions LLC, Lincolnshire, Ill., wire EDM is comfortably used to machine part features as small as 0.01mm (0.0004″), with surface roughness requirements finer than 0.1µm Ra, and can meet tolerances tighter than ±0.0001″ (±2.5µm).
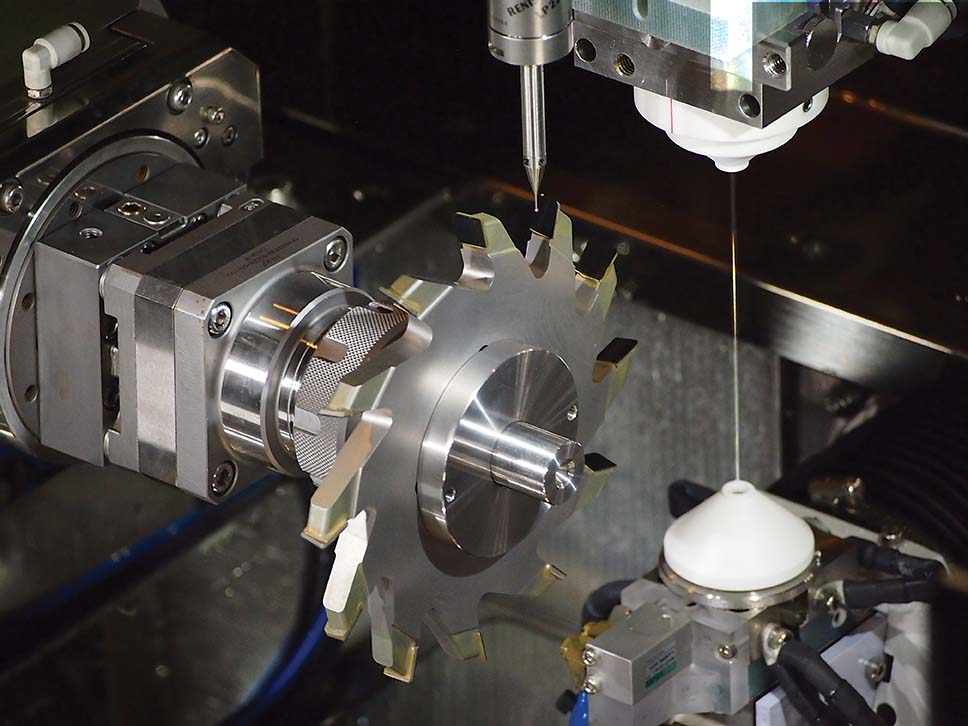
Toolmakers have embraced wire EDM for cutting PCD to make inserts. The EDM wire, a rotary table and a Renishaw probe
used to locate the surface of each PCD tip are shown inside a FANUC EDM. Image courtesy of Methods Machine Tools.
That capability is shared by most wire EDMs, and experts don’t expect features to get much smaller than that. That particular race is apparently over.
Cutting speeds have also topped out at around 25 sq. in./hr. (635 sq. mm/hr.) in 2″ (50.8mm) of material, said Steve Bond, national sales manager for Methods Machine Tools Inc., Sudbury, Mass. “In the mid-1980s through the mid-1990s, we used to see jumps of 5- to 10-sq.-in. an hour faster, but the speeds have really plateaued.”
While wire EDMs are not identical, there’s a level playing field, according to Tony Tyll, vice president of operations for Belmont Equipment & Technologies, Madison Heights, Mich., which sells wire EDM peripherals but not the machines themselves and, therefore, has no dog in the fight. “The machine makers have all advanced really quickly over the past several years,” he said. “Within a customer’s application-specific need, one may have an edge over another, but by and large there are a lot of good options out there.”
Ease of use
The major wire EDM builders are still in competition, of course, but on other playing fields. One is ease of use. Brian Pfluger, EDM product line manager for Makino, Mason, Ohio, believes that one reason end users have shown more acceptance of wire EDM in recent years is because all builders have strived to remove its stigma of being a “black art” that takes specialized, hard-to-come-by knowledge to do effectively. Makino and its competitors have adopted a more Windows-based architecture for their controls to make them more like a standard computer or smartphone interface, he said.
With Makino’s Hyper-i EDM control, for example, activities like programming are performed as they would be on a vertical machining center control. “You’re able to take an operator who knows milling and train him and transition him to run a wire EDM quickly,” Pfluger said.
Like the smartphone its interface resembles, the Hyper-i control can have numerous apps to assist the operator with challenging tasks. One example is E-Tech Doctor, which assists in making precise modifications to cutting conditions using a conversational interface. Based upon operator inputs, the machine automatically outputs a corrective setting without the operator needing expert-level knowledge of the many E-code element settings.
“The E-Tech Doctor helps an operator to improve surface finish, part straightness and corner accuracy,” Pfluger said.
Making controls that are easier to use and maintain is a “megatrend” in the industry, Pfluger added, explaining that it is widely recognized that the incoming generation of operators is likely to have less knowledge and experience than the preceding generation.
Automating the process
Another trend in wire EDM is automation. According to Methods’ Bond, “Wire EDM has gotten to be so reliable that you can stage workpieces, put a robot on it, and let the machine cut untended overnight or over a weekend.”
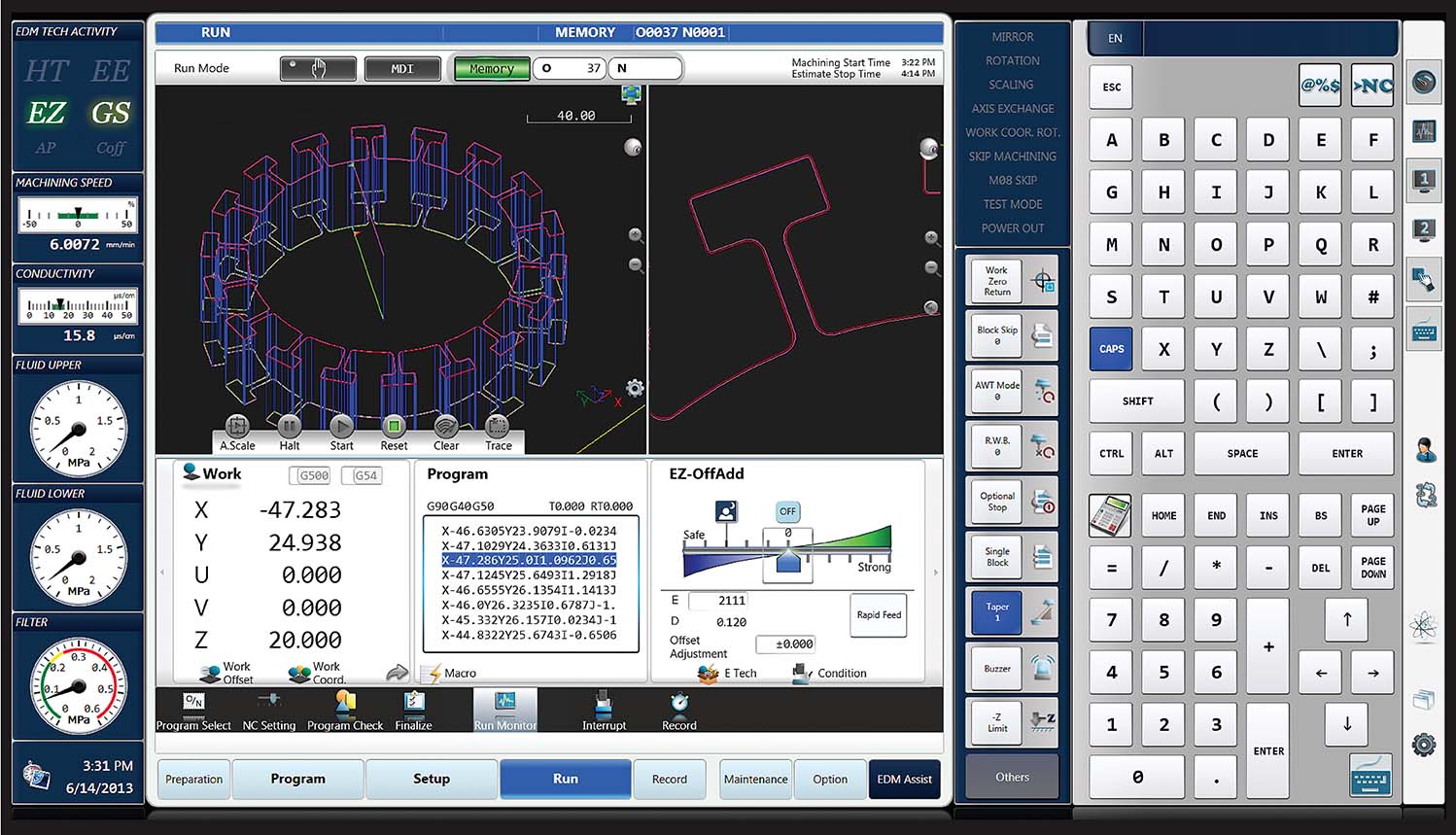
Makino’s Hyper-i interface is designed to be as easy to use as a modern milling
machine control—if not a smartphone. Image courtesy of Makino.
That would have been unthinkable back in those earlier “dark-art” days, but now the many variables that can complicate the process are better understood and managed. Bond offered an example in the form of a slug, or core—the ruminate piece of material that is removed from the workpiece during machining. If the machine is left untended, a core can drop and become wedged between the workpiece and the lower guide, possibly damaging both.
At IMTS 2016, FANUC America Corp. introduced Core-Stitch, which can eliminate that danger, Bond said. Using this function during roughing, as the EDM wire cuts the workpiece, brass is redeposited into parts of the gap where the slug has formed. Before the slug can fall, the brass solidifies, acting as a stitch across the gap that holds the core in place. The machine knows how many of these 0.005″- to 0.05″-long × 0.01″-deep (0.127mm to 1.27mm × 0.254mm) stitches are made in the gap, and, after roughing, the cores and stitches are easily removed with the tap of a hammer, Bond said. “You can see a small staining where the stitch was on the workpiece, but that’s it. And the first skim pass after the rough cut removes even that.”
Threading and conserving wire
An innovation like Core-Stitch is only possible because of improvements in threading wire, Bond noted. Before, if a wire broke, the machine would have to cut the wire, move back to the starting point, dry-run the wire all the way through the workpiece up to the point where the wire broke and start cutting again. Stitches in the gap would have interfered with that
return trip through the workpiece. With improved threading technology, the wire can be rethreaded where it broke without having to repeat the movement through the workpiece up to where the wire broke.
“So, you could continue machining, leaving those core-stitches intact,” Bond said.
Another threading-related aid to untended operation is automatic wire changing. According to Baeszler, the system available on GF’s CUT 2000 X EDM enables the machine to rough and finish, using a different wire for each operation, in a single setup. Transitions between the two different wires is completely automatic, and the wires can each be made of a different material and have a different diameter.
So, for example, a shop could rough with a less-expensive brass wire and finish with a more costly, higher-performance coated wire. “Using the smaller, coated wire only for the superfinishing operation would allow a shop to potentially reduce wire costs by more than 30 percent,” Baeszler said.
In addition to reducing wire costs, this strategy eliminates the need to set up and align the machine after roughing and before finishing. This dramatically improves cycle times and accuracy, especially when machining small details in taller and thicker parts, he noted.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
March 2017





