Experimental machining
Using the design of experiments process for QC on the shop floor.
Using the design of experiments process for QC on the shop floor.
Experimentation has always been a part of machining. For example, most shops regularly experiment to achieve one of the following outcomes: optimize a process to save money; prevent a problem, such as warping, out of roundness, poor surface finish or short tool life; precisely define how some variables impact part production by developing an equation or a graph to show exactly what the relationship is; or establish the repeatability of using the same machining setting to find the standard deviation of a process.
The simplest testing method is to consider the variables to be studied, decide what to measure and how and then change one variable at a time when machining parts. This approach works, but it is more expensive and reveals less information than an approach called statistical design of experiments, a tool for enhancing quality. DOE also requires fewer samples to obtain more information and can determine the relationship between the different factors affecting a process and the output of that process. For simple DOEs, the math involved is addition, multiplication and division. For large studies, DOE software is available.
DOE is the design of any information-gathering exercise where measurable data is present, including cutting force, tool life, surface finish, workpiece material, coolant, process cost, cycle time, queue time and parts per hour. It is suitable for molded part production, chemical reactions, flight tests, engine life, air pollution, cattle weight gain, crop yield—anything that provides a quantitative number.
Deburring Example
For an example of how DOE works, let’s consider a process many have some experience with but typically no data: brushing burrs off small parts without changing part dimensions or surface finish. There are at least a couple dozen different types of brushes and buffs, but, initially, let’s study 500-grit aluminum-oxide and 600-grit silicon-carbide nylon brushes to obtain some preliminary data.
The end user suspects that the brush type, number of brush passes along the edge of a 303 Se stainless steel part and feed rate are important. However, if he has never collected such data, he doesn’t know which of these variables are truly significant. The objective of the tests is to find conditions that will remove the burrs while not generating an edge radius larger than 0.003 “. The burrs left after grinding these miniature parts are typically less than 0.001 ” thick.
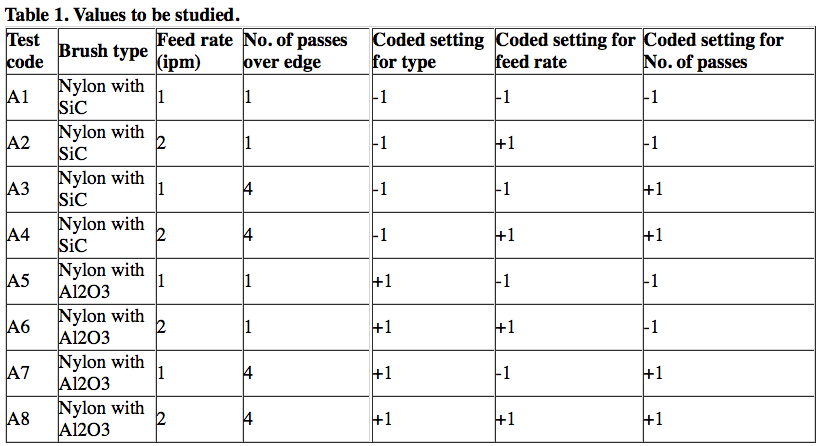
Table 1 shows the actual settings used and the coded settings to simplify the discussion. A -1 setting indicates the lowest value studied and +1 indicates the highest value. Note that there are three variables at two levels, or values, which provides 23 test points, equaling eight tests. These eight test points can be viewed as corners of a cube. Looking at three values of four variables would require 34, or 81, tests, but it is possible to reduce that number with some statistical-based assumptions.
DOE does not care what values are picked to study. The feed rates could be 0.435 and 17.6 if those made sense. The data would still use -1 or +1 to represent the highest or lowest values because those values are easier to follow.
Sequence Randomization
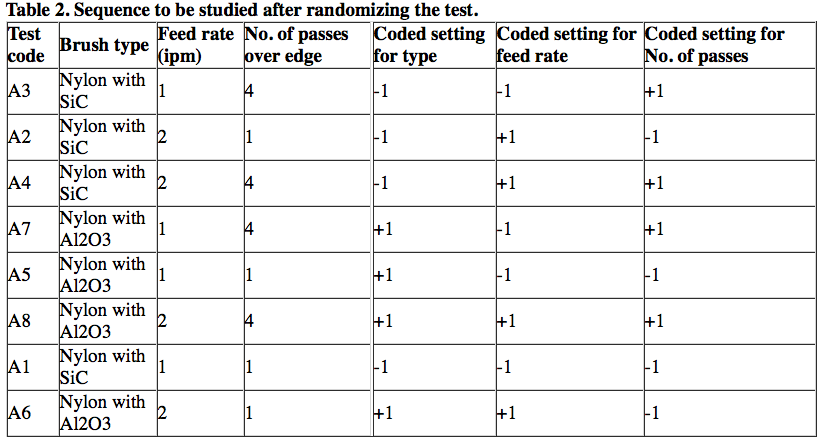
It is important to randomize the test sequence. To do that, consult a math book that has a table of random numbers, use sequence randomization software or simply roll dice to randomly generate a set of numbers from one to eight. If running three samples at each setting instead of one sample, generate random numbers from one to 24. The test will be run in the top-to-bottom sequence shown in Table 2.
Failure to randomize the tests allows other factors to influence the values and conclusions generated. Even when a test designer prepares such a table, shop personnel will often independently decide that it makes sense and saves time to change just one variable at a time. They often do this without telling the team leader. That is why it’s important that the leader is in the shop when these tests are run to ensure the proper testing sequence is followed.
Courtesy of Credit for all: L. Gillespie
Figure 1. Map of the average radius produced by the 600-grit, silicon-carbide and 500-grit, aluminum-oxide brushes.
The part edges are measured three times to determine the average radius. That tells how much variation exists within an edge, which is important when specific pass/fail values are required. Table 3 provides the measured responses. If desired, additional measurements could be taken, such as surface finish, contamination from the brush, time to clean the parts after brushing and the cost of brushing. That would not require additional samples, just further inspection of existing samples.
An analysis of the data in Table 3 is shown in Table 4. Limited space prevents describing the math behind how these numbers were obtained, but the math and definition of the terms presented are described in books about DOE. Suffice it to say that analysis of variance is the terminology of the analysis, and the test design is a factorial experiment.
Data Results
The data indicates there is little performance difference, on average, between the two brushes because the F value is relatively low, at 3.41. Clearly, the feed rate impacts the results because the F value is 30.10 (a number above 4.49 for this test indicates the impact is statistically significant, having a 95 percent probability).
Surprisingly, this test indicates the number of passes was not significant by itself. One brush had unusual performance at one feed rate as indicated by the 8.51 F value for the brush-feed interaction. The table data does not indicate what the impact is, but DOE software will provide that.
There was a significant result—a 26.13 F value—for one combination of brush and passes, and the combination of feed rate and number of passes had an even more significant impact at 42.30. The significance here is that high F values signal that something important resulted.
Figure 1 illustrates the radii when the results of the two brushes are averaged together. Because the feed rate line is horizontal at the one-pass setting, there is no impact for the feed at that setting. In contrast, because the feed line is not horizontal at four passes, a slower feed and multiple passes would generate a larger radius. That makes sense because the brush contacts the edge longer. Because the radii must be smaller than 0.003 “, this graph shows no combination of variables will provide that small a radius based on the average of both brushes.
Figure 2 plots the same variables as Figure 1 but only shows the results for the SiC-filled nylon brush. Applying this brush at a fast feed rate for one pass generates a radius at or near the 0.003 ” maximum. This was determined by looking at the brush-feed-passes interaction. Additional analysis not shown here indicates that the radii generated are more consistent at each setting using the SiC brush than those for the Al2O3 brush.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion