Machining With a Shear
The pros and cons of broaching with a spiral-gullet tool.
If you have ever broached, you may not have given a second thought to machining with a broach that has a shear angle, or spiral gullet. More than likely, you were never given the option. When machining with a tool that has a shear angle on its cutting edge, the tool enters the workpiece with a lead corner and gradually increases engagement.
Many other types of cutting tools come standard with some kind of shear angle, even though their cutting properties are not the same as a shear on a broach. For example, virtually all endmills have spiral flutes.
Be aware that one tool design, such as a spiral flute, rarely fits all applications. Similar to other applications, when selecting the appropriate tool for a broaching application, cost is always a consideration. A spiral-gullet broach, which usually broaches internal part features, normally costs more than other types of broach tools. However, flat broach inserts that have a shear angle on their cutting teeth do not always cost more than broaches without the shear angle.
Shear Advantages
The first advantage to broaching with a spiral-gullet tool is that the tool continuously engages the part with the same number of teeth. As a result, the load on the machine tool stays constant, eliminating the fluctuation of the load against the machine. In contrast, a conventional button broach’s tooth engagement may go from two to three teeth and cause the force to increase 50 percent. With a spiral-gullet tool, the tooth engagement might be a constant 2.133333. A constant tooth engagement also reduces harmonics and chatter when broaching.
 T
T
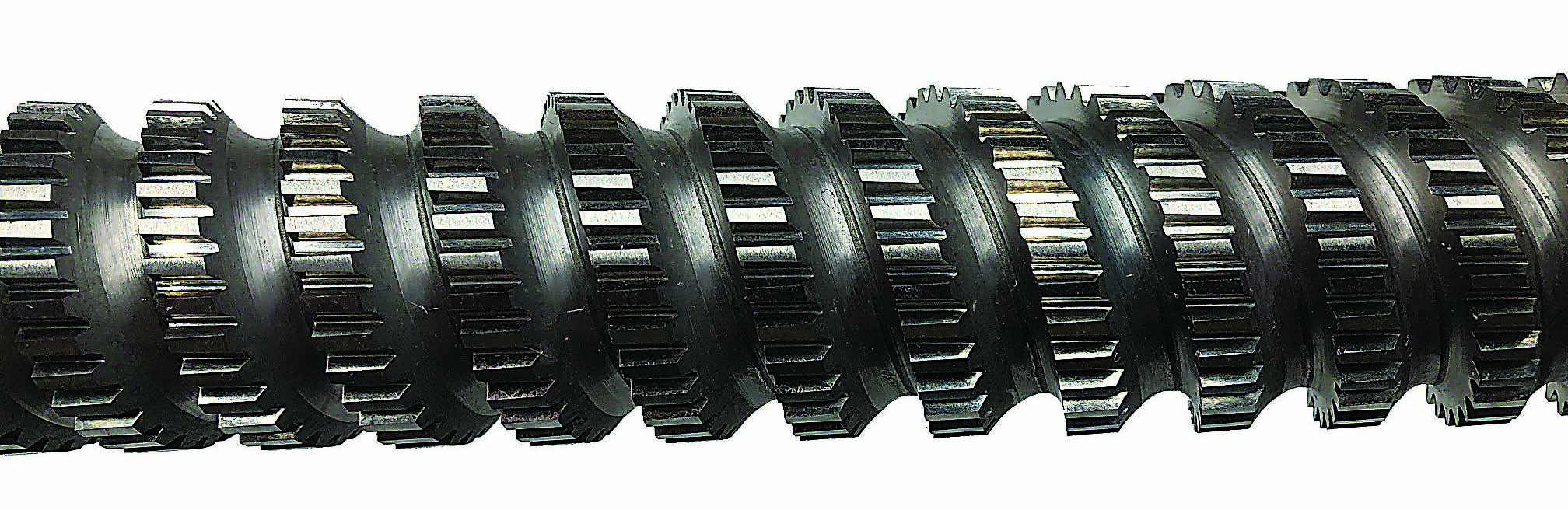
The cutting section of a spiral-flute broach. All images: Alliance Broach & Tool
he second advantage of a spiral-gullet broach is that there is more distance between each cutting tooth than with a conventional broach. The distance from one tooth’s cutting edge to the next is referred to as the pitch. A spiral broach may have a larger pitch because of the continuous engagement, so it will also have a larger land and, therefore, the ability to be sharpened more than a conventional broach.
Also, with the continuous engagement that the shear angle provides, more than one part can be broached at a time. The shear allows broaching multiple parts simultaneously because the stack of parts is held together by the pressure of the tool passing through it. This arrangement is possible only if the part geometry allows two or more parts to be stacked together end to end without an interrupted cut between the parts.
In addition, a spiral-gullet broach, with its larger pitch, may allow more aggressive cutting than a conventional broach because a spiral-gullet broach has more area between its teeth for the chips to be carried and evacuated out of the part without compacting them between the teeth and preventing evacuation.
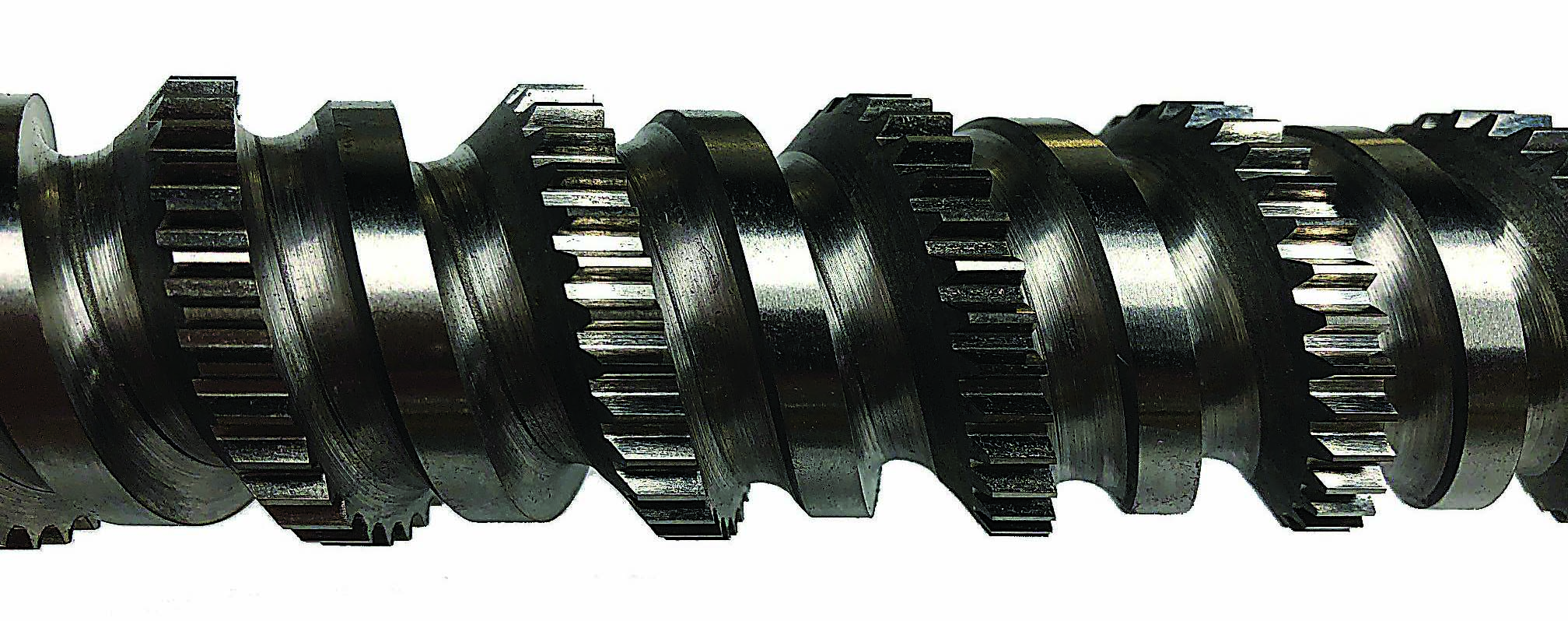
A spiral broach can cut a minor diameter of a part.
A similar comparison is with a high-helix endmill and a standard-helix endmill. The high-helix tool might cut smoother than the standard endmill, but it might not cut as aggressively.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion