Manufacturing minimally invasive medical devices
Innovative technologies and techniques for manufacturing minimally invasive medical technologies.
According to BCC Research, a technology market research firm based in Wellesley, Mass., estimated global demand for minimally invasive surgical instruments (including stents, catheters, balloons and other devices used in angioplasty) reached $14.8 billion in 2008. That number is expected to climb to $15.8 billion in 2009 and top $23 billion by 2014.
The U.S. is the major consumer of minimally invasive devices, accounting for about 60 percent ($8.3 billion) of the world market in 2007. Surgical instruments, including stents, guide wires and catheters, was the leading U.S. product segment in 2007, cardiothoracic surgery was most frequent application of the devices and orthopedic surgery is the fastest growing minimally invasive procedure.
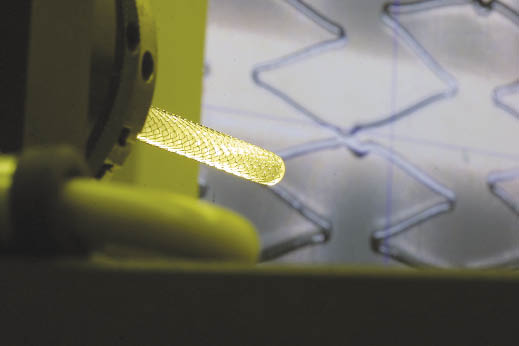
Courtesy of SAES Memry
A laser-cut and expanded stent from SAES Memry undergoes optical inspection.
Many Roads
The increasing demand for these surgical tools has sent manufacturers down a number of paths pursuing new and refined technologies to serve the market. In Bethel, Conn., SAES Memry Corp., supplies an array of stents, heart valves and other products made from shape-memory alloys. In Freeport, Pa., Oberg Industries offers an electrochemical grinding technology called the Molecular Decomposition Process that eliminates heat, burrs and surface microcracks during the manufacture of biopsy and arthoscopic instruments and orthopedic components. And in Kirkland, Wash., engineers at Pathway Medical Technologies Inc. continue to improve the efficiency of their Jetstream G2 for patients with peripheral artery disease.
Five months after launching the original Jetstream, in September 2008, Pathway brought to market the second-generation device (the G2), which features improved aspiration capability.
The system includes a data-display console that attaches to an intravenous therapy pole, a control pod with a keypad to operate the device and a polyimide catheter 2.7mm wide × 135cm long. The tri-lumen catheter provides for aspiration of diseased material and houses a driveshaft that connects with the drill tip. Made of 17-4 PH stainless steel, the cutting head spins at 70,000 rpm. The 10mm-long cutter assembly at the distal end of the catheter consists of a 2.1mm-dia. cutter with 10 flutes, called the distal cutter, and five blades that expand to 3.0mm. The aspiration port on the side of the drill head previously had been near the device’s tip; moving it to a proximal position, a key feature of the Jetstream G2 model, increased aspiration efficiency.
“There are six components in the cutter assembly that are machined, and there are ball bearings in there as well,” said John Yaholkovsky, Pathway’s vice president of manufacturing. “The distal cutter is machined on a Swiss-style Citizen C16-9, and the [expandable] blades are machined on a Kitamura mill.” The cutting tip’s other components, the proximal race, the distal race, the proximal cap and the center section, are also machined on the Citizen.
“The [cutting tip components] are attached to each other and the driveshaft with laser technology,” said Yaholkovsky. “That’s a key thing; we weld the different parts together to make sure it’s a very secure assembly, as opposed to bonding, for example.”
The device’s tubing is made primarily of polyvinyl chloride and polyurethane. “We have a lot of UV joint bonds and barb fittings that hold the different pieces together,” said Yaholkovsky. “But the technology is not in the assembly itself, it’s in the manufacturing process control and assembly fixturing, making sure we do everything correctly the first time within a very tight window of assembly parameters so that we can control the process.”
Treatment with the Jetstream G2 takes about 3½ minutes. Physicians manually insert and advance the device through patients’ arteries. The distal cutter enters the clogged portion of an artery first, creating a 2.1mm opening, or lumen. The physician then pulls back the device and reinserts it into the lesion, this time with blades expanded to 3.0mm to permit added blood flow. “So it’s like using two different-sized drill bits,” said Yaholkovsky. “You pass it through, just like a drill or an endmill and it will basically cut to its diameter.”
The action of differential cutting protects the arterial walls from being damaged by the Jetstream G2, said Scott Youmans, Pathway’s vice president of engineering. “When you rotate the specially designed cutting element at a high speed, it basically deflects from soft tissue and tends to ablate harder tissues,” he said. “Shaving is an example of differential cutting—where the whiskers get cut while the elastic skin deflects away from the cutting surface.”
A peristaltic pump aspirates the ground plaque via the port in the drill head, up the catheter, through the tubing and into a plastic receptacle.
To date, about 130 U.S. hospitals have acquired the technology to treat more than 600 patients, said Stephanie Amoss, senior vice president of marketing and strategic development. And Pathway is investigating further applications of similar arterial clearing devices to, for example, treat blood clots.
Shape-Memory Alloy
One material that’s proven its versatility in a variety of minimally invasive devices is Nitinol, a shape-memory alloy. A major OEM supplier of Nitinol medical products, SAES Memry manufactures devices from foundry processing to packaging. “Our surgical instruments are used for the tiny openings typical of laparoscopic surgery, where you insert the device and then deploy it so it pops into useful shape, using the superelasticity property of Nitinol,” said Dennis Norwich, process engineering manager for SAES Memry.
Composed of nickel and titanium, Nitinol displays remarkable malleability. It can be bent 180°, twisted into a spiral, rolled into a ball and then, when heated, assume its original shape. Its shape-memory quality makes it a valuable material for minimally invasive stents, one of SAES Memry’s more popular products.
Unlike stainless steel stents, which are inserted into an artery and expanded with a balloon, Nitinol devices self-expand when released by the insertion device into the artery. The reduced treatment steps and time required with Nitinol stents translate into reduced patient risk.
The prime challenge for Nitinol stent makers is to produce purer material, a prerequisite for a market demanding ever-smaller products. “The formation of Nitinol is susceptible to two impurities, titanium carbide and intermetallic oxide, which is a nickel-titanium oxide combination,” said Norwich. The presence of either can jeopardize the structural integrity of stents.
“If you’re making a device out of 0.030 “-dia. wire, an impurity of 0.00154 ” probably isn’t going to have much effect. But if you’re using a wire that’s 0.003 ” in diameter, that impurity is huge.” (The wire in SAES Memry stents are as small as 0.0015 ” in diameter.)
The making of SAES Memry stents starts in the foundry with a process called vacuum induction melting. Alloys are combined in specific ratios and melted into ingots. “It’s a very precise mix to get the properties that you want,” Norwich said. “A tenth of a percent by weight makes a huge difference in properties; most foundries aren’t used to dealing with that kind of precision.”

Courtesy of Pathway Medical Technologies
Pathway Medical Technologies’ Jetstream G2 drill tip expands to 3.0mm and rotates at 70,000 rpm.
The ingots are then peeled, hot-rolled several times and converted into dimensions for further processing to become either wire-form stents or laser-cut stents.
The more popular and less expensive of the two, wire-form stents often are used in large, diseased arteries or those with aneurysms, either of which can extend to 60mm in diameter. The fine, laser-cut stents, often used in cardiac and peripheral arterial disease angioplasty, have the advantage of accommodating more complex geometries. The U.S. Food and Drug Administration requires that all implantable devices, including stents, have a life span of at least 400 million cycles, the equivalent of 10 years of normal heart beating.
Wire-Form Stents
Nitinol ingots for wire-form stents emerge from the foundry as 0.25 “-dia. coiled wire. The wire is then drawn and annealed to a specified diameter. At that point, “you use basic toolroom equipment to machine the forming mandrel for the form (round or zigzag, for example) you want the stent to take,” said Norwich. “Then you insert pins where you’re going to wrap the wire around the mandrel.” The wire is formed around the mandrel with auto winders, motion-controlled X-, Y- and Z-axis rotation machines.
Then comes heat treating. The preferred method at SAES Memry, because it’s the easiest to control and most consistent, is molten salt. The stents are placed in salt beds, usually heated to 500° C, from 1 to 6 minutes. The time is directly correlated to how stiff they need to be, and the desired temperature at which the compressed stents will spring back to their original shape.
“The companies will tell us what they want and we figure out how to make it,” Norwich said. “It’s basic time and temperature and alloy selection. The company might say it wants the transformation temperature to be ±25° C, and the upper loading plateau to be 55 ksi, which is the stress in the superelastic plateau.”
Because heat treating often leaves a heavy oxide layer on the stents, the next step is to chemically etch or electropolish the surface to remove the oxide. “Then we use a weak nitric acid to passivate the surfaces,” Norwich said. “That provides the stents with a very controlled, passive oxide surface, which greatly increases the corrosion resistance of the material.”
For the laser-cut stents, foundry workers forge a 1¼ “-dia. ingot bar. The bar is gundrilled and a core is inserted. Afterward, it’s drawn and annealed at about 800° C several times until it reaches the needed dimensions. The tube is then loaded into a Nd:YAG or fiber CNC laser. As coolant is pumped through the tube, the laser cuts the stent pattern. To clean slag off the cut stent, its interior is honed using a rotating abrasive tool, and the exterior undergoes tumbling in a proprietary media.
Unlike wire-form stents, the finer, laser-cut products undergo an alternating series of heating and cooling procedures as they’re formed. They’re chilled in -40° C alcohol with dry ice until they soften. Then they’re expanded and heat treated in a 500° C molten salt bath. “That way you can grow the stent without overstressing the material; every time you heat treat, you’re relieving the stresses,” Norwich said. The process is repeated several times until the stents assume the required dimensions.
The stents are then chemically or acid etched, electropolished and passivated in nitric acid. “That gives you a high-fatigue, shiny surface that’s very good against corrosion,” said Norwich. “And now you have your final part.”
Because SAES Memry manufactures for a number of companies, the process varies according to the order. “Everything we do is customized,” Norwich said. “SAES Memry does not have a branded product. We make them all for specific medical customers.”
High-Tech Grinding
Another company with a technology that’s proven key for minimally invasive medical instruments is Oberg Industries. For the past 3 years, Oberg has been grinding ends of arthroscopic tools and other minimally invasive surgical instruments and devices with its proprietary Molecular Decomposition Process. Oberg purchased the technology in 2007 from Composition Corp., New York, after working with the company since 2004 to further develop the technology’s capabilities.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion