Measuring the cutting force: General Industry Coverage
The Machine Technology column in the August 2011 issue of Cutting Tool Engineering takes a close look at measuring the cutting force.
Careful experiments have shown that the tangential component of the cutting force (FT) in metalcutting is approximately proportional to the frontal area of the uncut chip. The constant of proportionality is material specific and is typically called the specific power (Ks). That is,
FT = Ksbh
where b is the chip width, and h is the chip thickness.
Nominal values for Ks have been tabulated for a large number of workpiece materials. The normal component of the cutting force (F) is typically about 30 percent of the tangential component. That is,
F = 0.3FT
Interestingly, the same constant of proportionality, Ks, expresses the relationship between material-removal rate and power. That is,
P = Ks(mrr)
The cutting zone is a very inhospitable place. The moving tool, chips, coolant and heat make the installation of some kind of sensor a real challenge. So how are these cutting force measurements made? Is it feasible to make the measurements all the time during machining? If the cutting force were available during production, it would be possible to detect tool wear, broken teeth, contact between the tool and workpiece, for example, and easy to determine Ks for a new material.
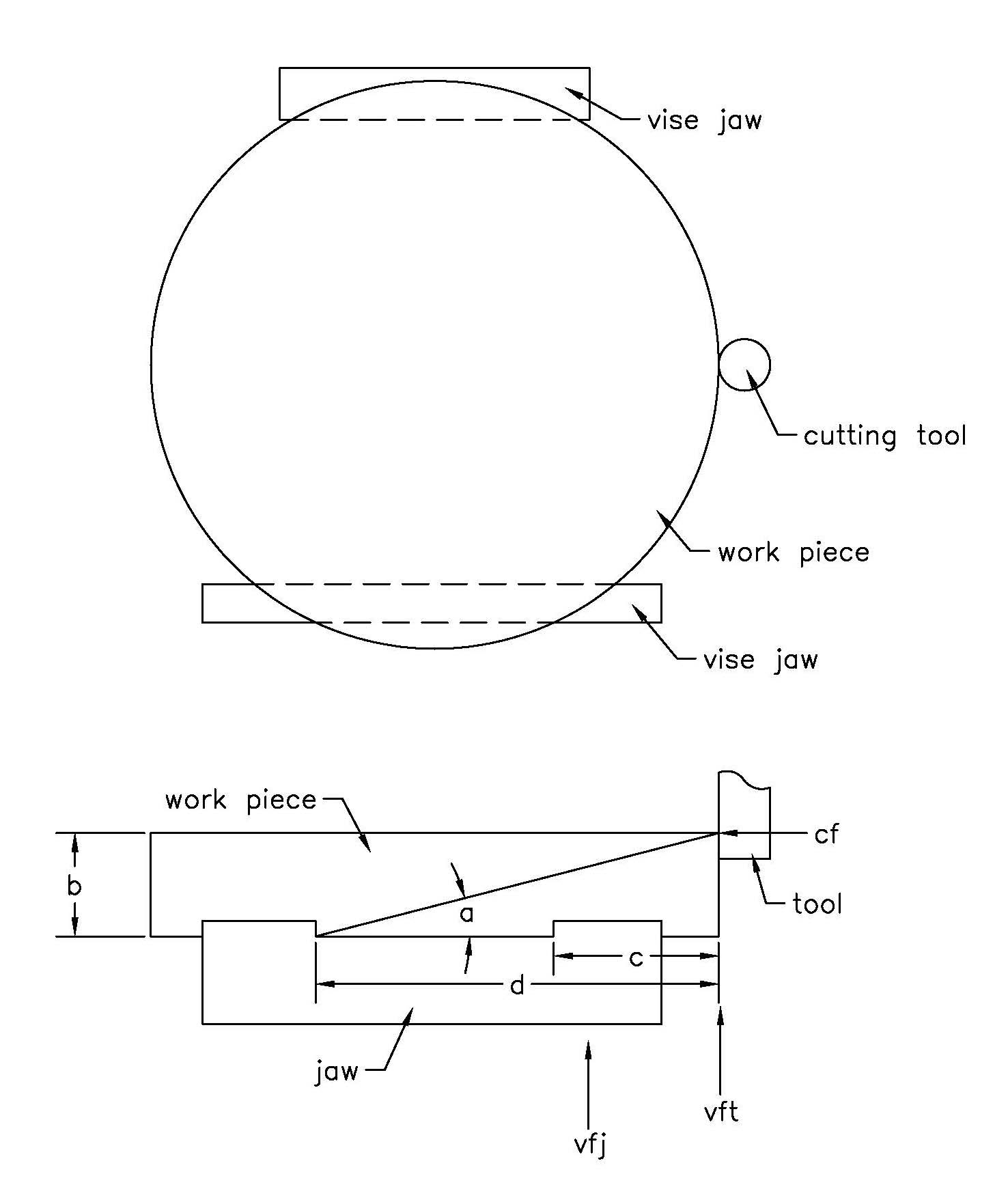
Figure 1. A table-type cutting force dynamometer.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion