Minutes count when machining large orders
Seeb Industrial turns to Tungaloy to reduce cycle time on part production.
Seeb Industrial Inc. is a diversified job shop that has been open for 38 years. Seeb focuses on CNC machining. “Our average run is about 250 pieces. Two hundred and fifty to 500 pieces are some of our larger runs, although we have done more,” said Vice President of Manufacturing Eric Nagy.
Seeb Industrial, Bedford Heights, Ohio, frequently does complicated one-part jobs on a CNC, he added, such as when a customer needs a replacement component for a machine for which parts are no longer being produced. “We will take a part, reverse-engineer it and get them back up and running.”
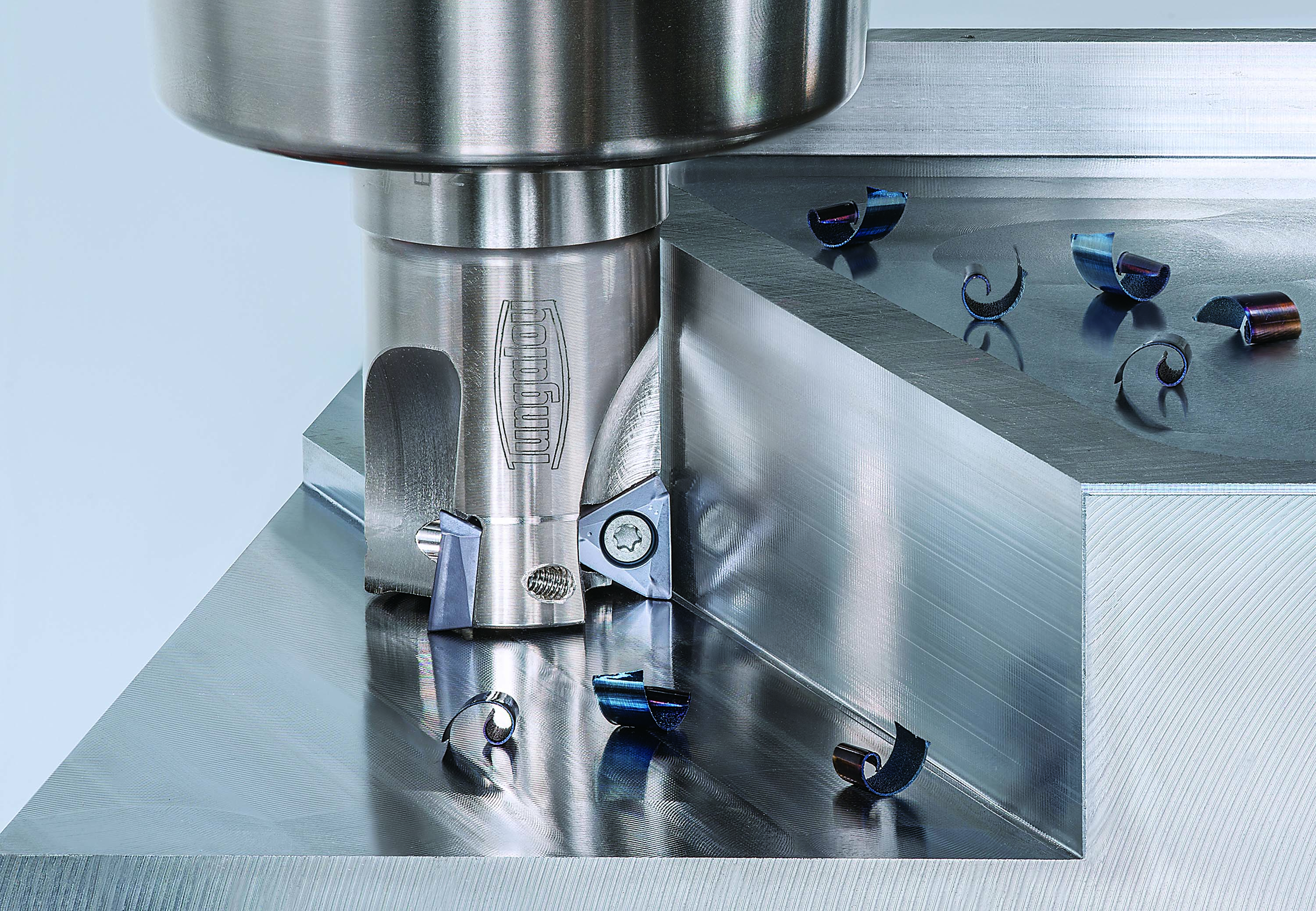
The Tung-Tri shoulder mill has a differential pitch on the cutter to prevent chatter, according to Tungaloy. Image courtesy of Tungaloy America
However, when the company got an order that indicated an annual total of 5,000 pieces, Seeb Industrial was concerned about the cycle time for the pieces, according to Nagy.
Seeb Industrial began by making prototypes and then determined which cutting tools of the 10 being applied consumed the most time. With that information, the shop consulted various suppliers. “We picked everybody’s brain from different tooling companies,” Nagy said.
Tungaloy America Inc., Arlington Heights, Illinois, was one of the cutting tool companies that Seeb Industrial contacted because the shop had worked with Jeff Fousek, a sales engineer for the toolmaker, on previous applications. Fousek proposed applying Tungaloy tools for several processes, and Seeb Industrial welcomed two of the suggested tools: the DoFeedMini indexable-insert high-feed mill and the Tung-Tri indexable shoulder mill.
Seeb Industrial started with a 1.25″-dia. high-feed mill but switched to a 7⁄8″ tool along with a shorter toolholder to enhance rigidity and help minimize chatter, Nagy said. “We got that tool running at 230 ipm.”

Seeb Industrial’s vice president of manufacturing, Eric Nagy, checks a Tungaloy Tung-Tri shoulder mill. Image courtesy of Seeb Industrial
In contrast, Nagy noted that the shop initially used a 1.5″ shoulder mill but switched to a 2.5″ mill to reduce cycle time when machining the forged steel part, which has a hardness of about 30 HRC. The original cycle time was about 17 minutes, including part loading and unloading, but Seeb Industrial reduced it to 11 minutes. “That high-feed mill took two and a half minutes out of that cycle time.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

