A multiple-ton rebuild: Inspection Efficiency
Part Time column in October 2009 issue of Cutting Tool Engineering magazine.
Paul Schurman Machine Inc., Ridgefield, Wash., started in the 1950s by providing machining services to farmers, loggers and other customers with large parts and equipment. Over a half century later, the shop has reinvented itself in response to changes in markets and industrial technology while still maintaining a focus on efficient machining of large components. For example, the shop has seen its business of modifying and repairing large components for wind-power generators grow.
A recent example is the shop’s rebuild of a 5-ton bearing assembly that supports a shaft driven by two 10,000-hp electric motors at a steel rolling mill.
Courtesy of Paul Schurman Machine
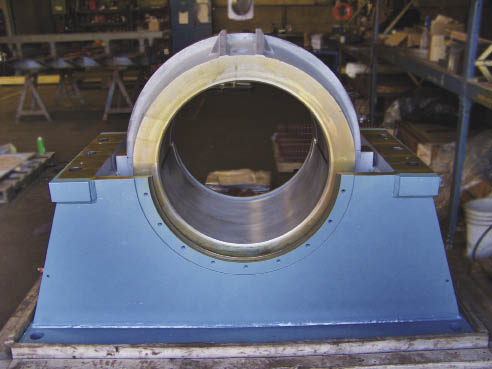
In this 5-ton bearing assembly rebuilt by Paul Schurman Machine, removing the top half of outer housing reveals a cast-steel bearing carrier and the thin Babbitt bearing it contains.
The heart of the assembly was a 26 “-ID, 22 “-deep × ¼ “-thick plain Babbitt bearing mounted in a 39½ “-dia., two-piece cast steel bearing carrier. The carrier’s OD had a spherical contour machined to match an identical shape inside the bearing’s massive steel outer housing. The spherical mating surfaces enabled the bearing carrier to move back and forth and from side to side inside the housing. In use, the bearing and housing are filled with oil and “when it’s running, everything floats on a film of high-pressure oil,” said Project Manager Scott Beaudoin.
A complete inspection of the assembly as received from the customer revealed galling, fettering and out-of-round conditions among the bearing components. General Manager Matt Houghton determined it would be necessary to “take out the Babbitt bearing and repour and remachine it, do cleanup on the OD of the bearing carrier, then weld up the ID of the outer housing and remachine the factory clearances to fit the carrier.”
Babbitt bearings came into use in the mid-19th century. The Babbitt alloy usually contains lead, tin, zinc or copper. The base metal is soft and easily damaged, but the alloy contains hard crystals that are exposed as the softer metal wears. The crystals become the bearing surface while the worn areas between them hold and convey lubricant.
Houghton acknowledged that while Babbitt bearings are old-fashioned, they are still used in many industrial applications. A bearing of this size usually has to be repaired instead of replaced because finding or manufacturing a new plain bearing would be too expensive and time-consuming.
Schurman removed the old bearing from the carrier and fabricated the molds, pouring apparatus and fixturing to cast a new one. “For the mold, you have to have pieces you can mechanically take apart to get it off the Babbitt,” Beaudoin said. “We rolled steel, then bolted it together,” noting that the mold comprised eight separate parts. The carrier consisted of two bolt-together semicircular segments, and the shop molded half the bearing separately in each segment. Each half bearing required 5 gal. of Babbitt—a big pour.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion