Proactive progress: Industry Trends & Analysis
Productives Times: Proactive progress. End user: Ford Motor Co., Lima Engine Plant. Challenge: Improve productivity and maximize quality when machining aluminum heads. Solution: Replaceable-head reamers with PCD cutting edges. Solution provider: Mapal Inc.
Due in large degree to proactive and progressive strategies in manufacturing, product development and finance, Ford Motor Co. has emerged as the healthiest member of the “Detroit Three” in the midst of global economic turmoil. An example on the manufacturing side is the company’s Lima (Ohio) Engine Plant, which recently transitioned from building the Vulcan V-6 overhead-valve cast iron engine to producing the advanced overhead-cam Duratec 35 and 37 aluminum engines.
The engines’ extensive use of aluminum contributes to manufacturing efficiency. Ron Burgei, manufacturing process engineer in cylinder head manufacturing at the plant, has worked extensively with cast iron and aluminum engine components. Compared to cast iron, “the tool life you can get in aluminum is just amazing,” he said, and when PCD tools are applied, “the quality and tool life is just out of this world.”
In addition, Ford continually fine-tunes production processes to maximize productivity. For the 319 (medium-silicon alloy) cast aluminum cylinder heads of the Duratec engines, one improvement effort was aimed at boosting throughput in machining of “bucket bores” in a thin-wall area of the casting. In this case, buckets are direct-acting, mechanical bucket camshaft tappets that, like the valve lifters in an overhead-valve engine, follow the movement of the camshaft lobe to open and close the valve.
The steel bucket rides in a bore cast into the head. Machining of the bore includes an ID roughing pass, which also creates the spring seat, followed by a finishing pass to achieve a tolerance of ±15µm and 0.8μm Ra surface finish.
Courtesy of Mapal
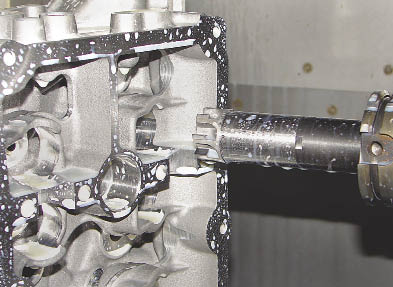
PCD-tipped, replaceable-head HPR reamers from Mapal extend tool life and permit higher cutting rates in an aluminum machining operation at Ford’s Lima Engine Plant.
The plant originally finished the bores with PCD-tipped reamers mounted in shrink-fit toolholders. The reamers had nonadjustable, fixed flutes. When worn, Ford returned the entire reamer to the toolmaker for resharpening or retipping.
The problem with the tools was inconsistent performance. “Occasionally,” Burgei said, “a flute was too far out of concentricity with the rest and you would get ugly retract marks in the part because the tool would flex back when retracted.” In addition, new tools sometimes chattered upon initial application because of thin walls in the part and manufacturing inconsistencies in the tools.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion